鑽孔進給量與鐵屑控制:最佳進給範圍與斷屑解析|CNC57
鑽孔進給量直接影響切屑形態、加工穩定性與孔精度。進給過低會造成橫刃滑動、切入不穩,甚至產生多角形孔與長條鐵屑影響排屑;進給過高則產生厚鐵屑、增加切削負荷與崩刃風險。適當的進給能讓鐵屑均勻斷裂、排屑順暢。本文說明進給量的影響、最佳範圍與定心鑽使用原則,協助你穩定鑽孔品質。
一、進給量的影響
進給量會同時牽動切削力、切屑形態、加工穩定性與孔精度,是鑽孔最關鍵的可調變數之一。
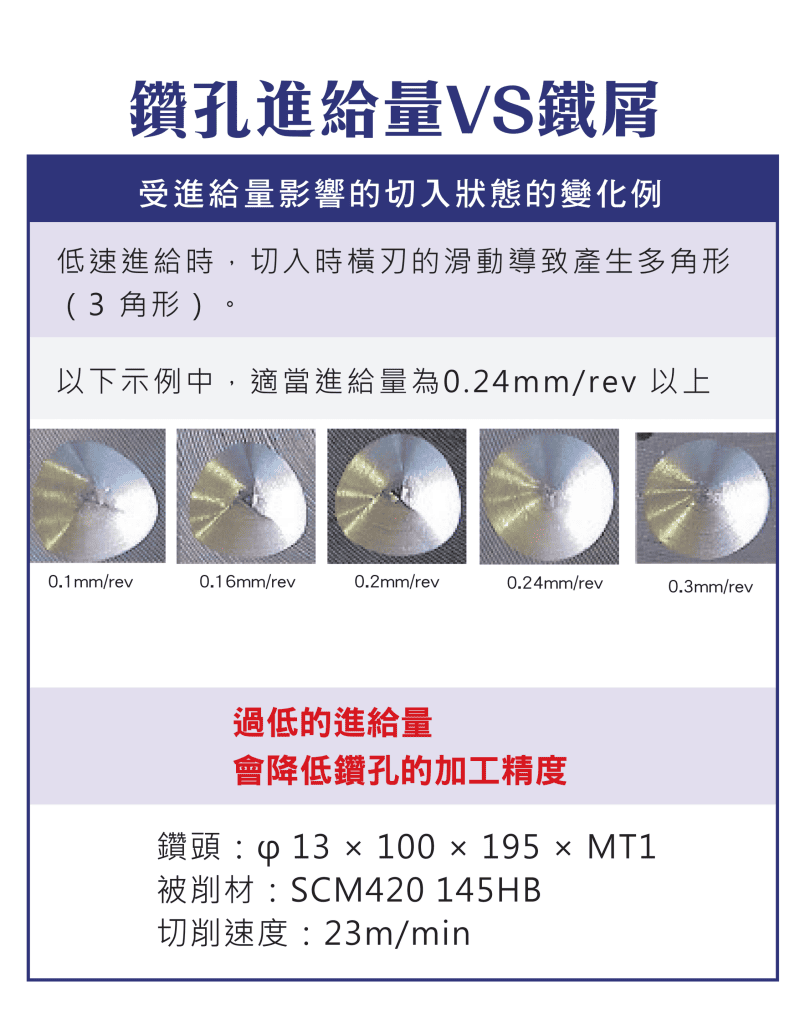
二、進給過低的問題
| 特性 | 結果 |
|---|---|
| 橫刃滑動、切入不穩 | 產生多角形孔(如三角形) |
| 切削不足 | 鐵屑呈長條狀、排屑困難 |
| 加工精度下降 | 孔徑與真圓度不穩 |
三、進給過高的問題
| 特性 | 風險 |
|---|---|
| 切削負荷增加 | 切削阻力過高、加工不穩 |
| 鐵屑變厚 | 刀具崩刃風險上升 |
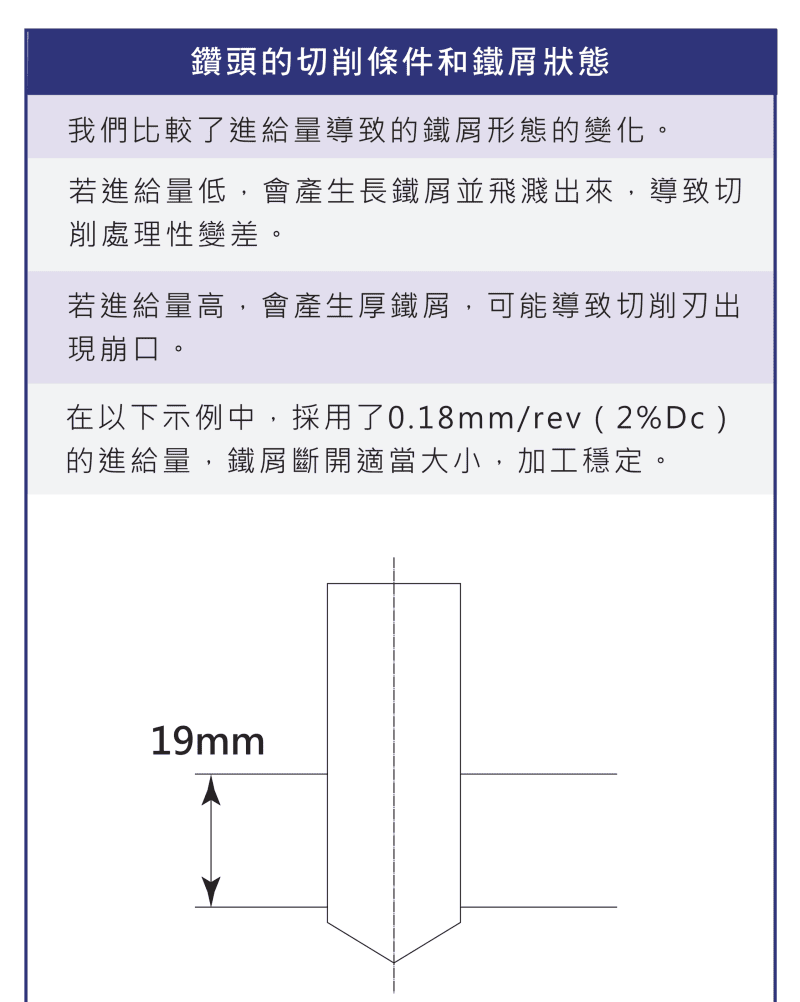
四、最佳進給量範圍(參考)
一般經驗值約為鑽頭直徑的 1%~3%(例如 ⌀ 對應約 0.18 mm/rev,屬相對示意)。落在此範圍時,鐵屑均勻斷裂、排屑順暢、加工穩定性最佳。實際數值仍應依材料與刀具,以〈鑽頭切削參數設定指南〉之算法設定,勿直接套用。
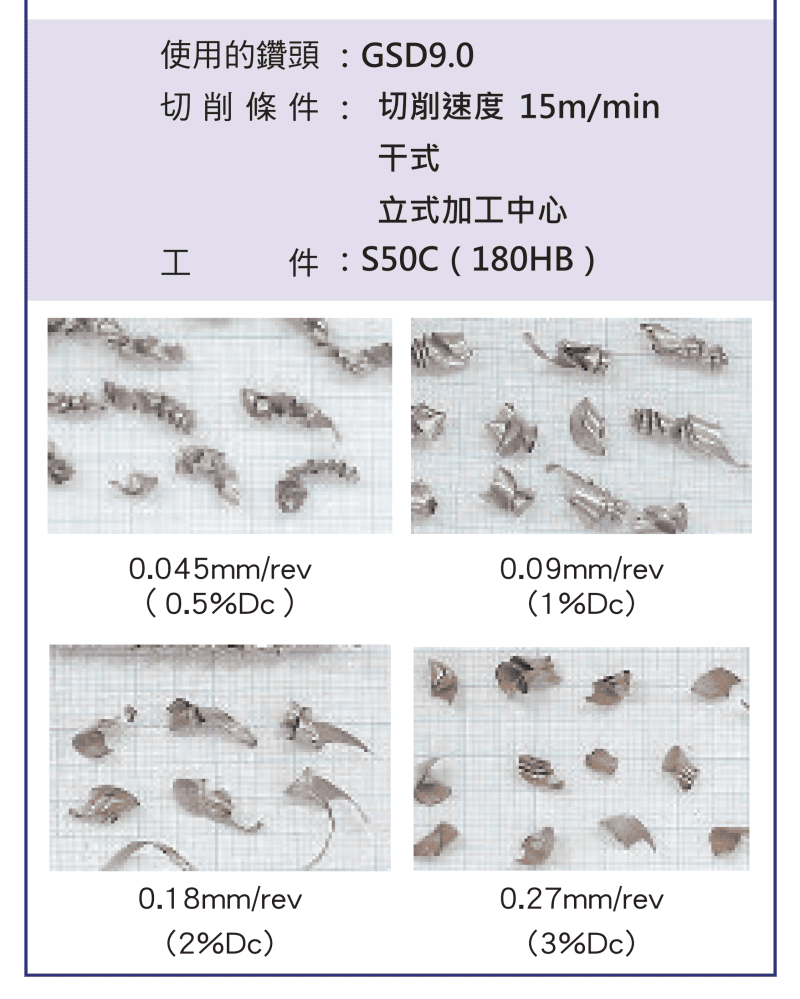
五、鐵屑形態與加工品質
| 進給 | 鐵屑 | 排屑 |
|---|---|---|
| 低進給 | 長鐵屑 | 易纏繞 |
| 適中進給 | 短碎鐵屑 | 排屑良好 |
| 高進給 | 厚鐵屑 | 切削負荷大 |
切屑型態的完整判讀,可搭配〈鑽頭切屑形態解析〉。
六、定心鑽的使用原則
使用定心鑽(中心鑽)時,直徑需略大於鑽頭橫刃長度,但不可過大;過大會破壞切入穩定性。部分具備良好切入性的鑽頭(原廠示例:AGESS、SGESS、GSS 等)在工件表面平整、非斜面加工時,可省略定心步驟;實際以原廠建議為準。
七、加工最佳化建議
| 建議 | 說明 |
|---|---|
| 適當進給 | 約 1%~3% × Dc,避免過低或過高 |
| 觀察鐵屑 | 以鐵屑形態作為調整依據 |
| 搭配切削速度 | 進給與速度需一起平衡 |
常見問題 FAQ
Q:鑽孔進給量抓多少比較好?
經驗上約為鑽頭直徑的 1%~3%(相對示意)。此範圍鐵屑能均勻斷裂、排屑順暢;實際值請依材料與刀具用計算式設定。
Q:為什麼進給太低反而鑽出多角形孔?
進給太低時橫刃會滑動、切入不穩,容易讓鑽頭產生自激振動而鑽出三角形等多角形孔,同時鐵屑變長、排屑困難。
Q:進給太高會怎樣?
進給太高會產生厚鐵屑、切削負荷與阻力增加,提高刀具崩刃與加工不穩的風險,尤其在剛性不足的機台更明顯。
Q:一定要先打定心點嗎?
不一定。部分切入性良好的鑽頭(原廠示例)在平整表面、非斜面加工時可省略定心。若需定心,定心鑽直徑要略大於橫刃長且不可過大。
標籤
分享









