立銑刀形狀與特長解析
立銑刀的形狀直接決定加工方式與加工品質。不同刀型如普通銑刀、錐形銑刀、粗銑刀、球刀、圓角刀與重切削銑刀,分別對應粗加工、精加工與曲面加工等需求;底刃設計則決定能否垂直下刀。本文逐一解析各刀型的構造與特長,是刀具選型的基礎知識。(若想直接依加工方式選刀,請參考〈銑刀外型加工選擇指南〉。)
立銑刀形狀分類總覽
立銑刀依外圓刃與切削結構不同,可分為多種類型,每種對應不同加工需求。下表先彙整常見刀型的特長與適用加工,後續章節再逐一說明。
| 刀型 | 主要特長 | 適用加工 |
|---|---|---|
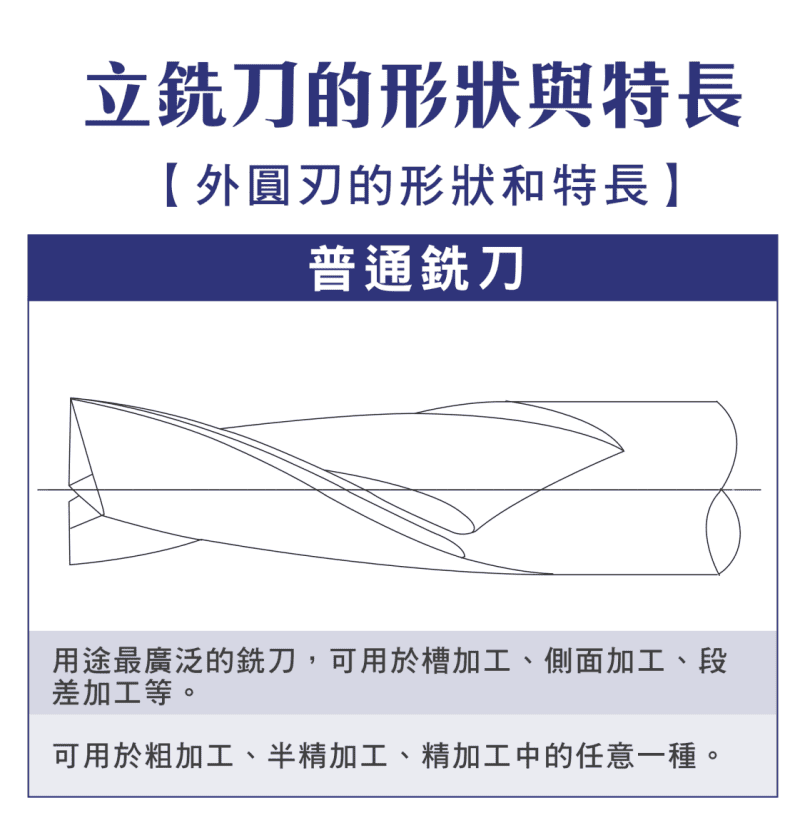
| 普通銑刀 | 用途最廣泛的通用型 | 粗加工、半精加工、精加工;槽、側面、段差加工 |
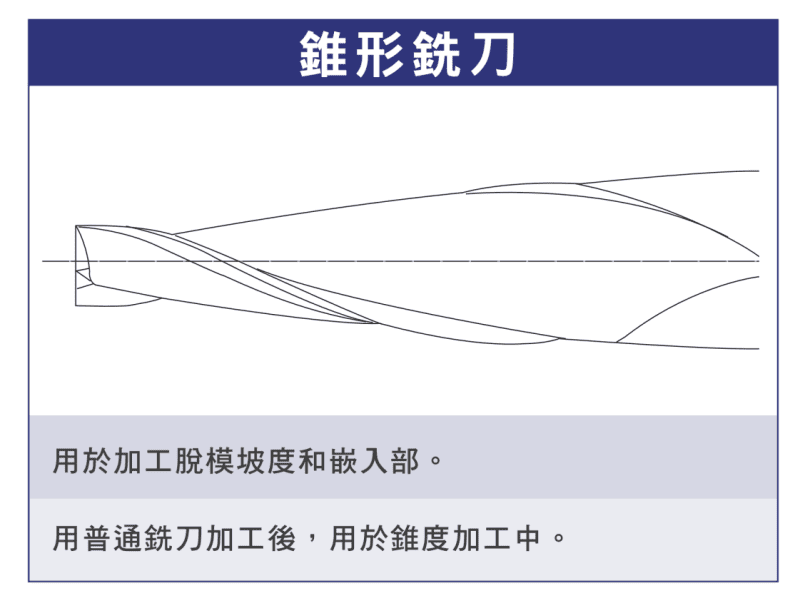
| 錐形銑刀 | 刃部帶錐度 | 角度與斜面加工、脫模斜度、模具與嵌入部 |
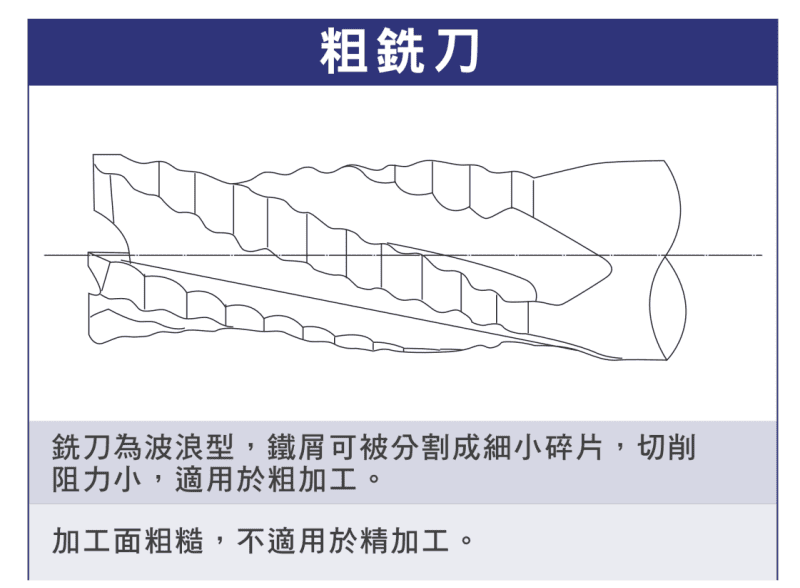
| 粗銑刀 | 波浪刃、切屑分割、切削阻力低 | 高進給粗加工(不適合精加工) |
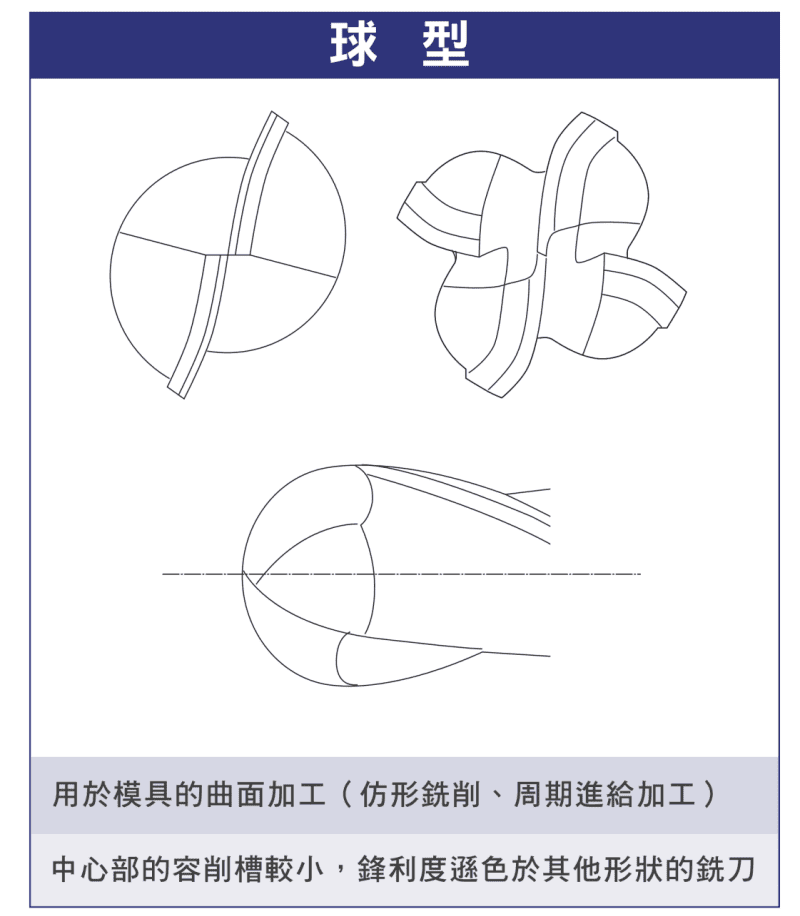
| 球型銑刀(球刀) | 球頭、表面品質佳、效率較低 | 3D 曲面與模具加工、仿形與等高加工 |
| 圓角銑刀 | 刃尖帶 R 角、刃尖補強 | 角部 R 加工、周期進給加工 |
| 重切削銑刀 | 切削阻力介於粗銑刀與普通銑刀之間 | 半精加工、精度要求不高的精加工 |
普通銑刀
用途最廣泛的通用型刀型,可用於粗加工、半精加工、精加工中的任意一種,適用槽加工、側面加工與段差加工等。
錐形銑刀
主要用於角度與斜面加工,常見於脫模斜度加工、模具與嵌入部加工;多在普通銑刀加工後用於錐度加工。
粗銑刀
具波浪刃設計,可將切屑分割成細小碎片、切削阻力低,適合高進給粗加工;缺點是加工面較粗,不適合精加工。
球型銑刀(球刀)
適用於3D 曲面與模具加工,可進行仿形銑削與等高加工,表面品質佳;但切削效率較低,中心部容削槽較小、鋒利度遜於其他刀型。
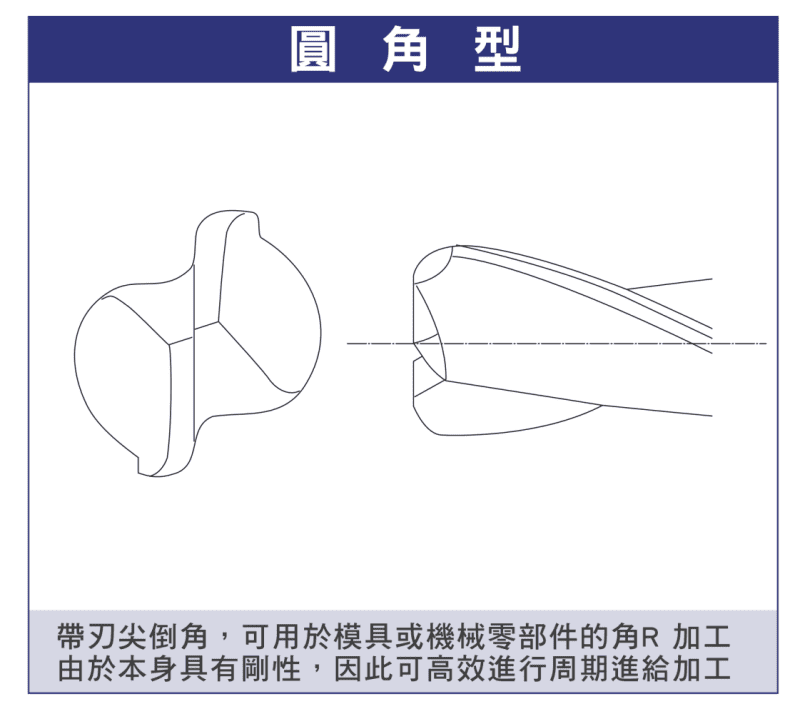
圓角銑刀
刃尖帶R 角,可加工模具或機械零件的角部 R,並因刃尖補強而提升刀具強度與耐用性,可高效進行周期進給加工。
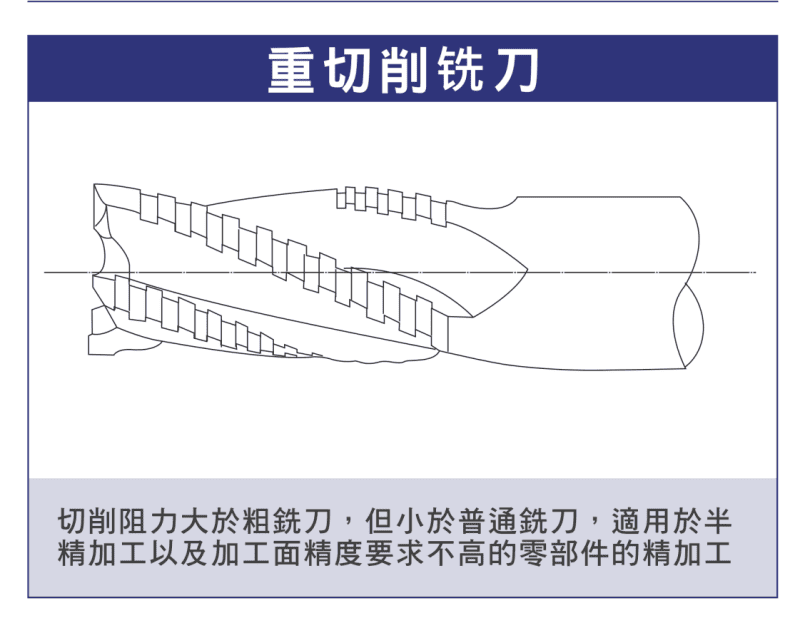
重切削銑刀
特性介於粗銑刀與普通銑刀之間,切削阻力大於粗銑刀、但小於普通銑刀,適用於半精加工,以及加工面精度要求不高的零件精加工。
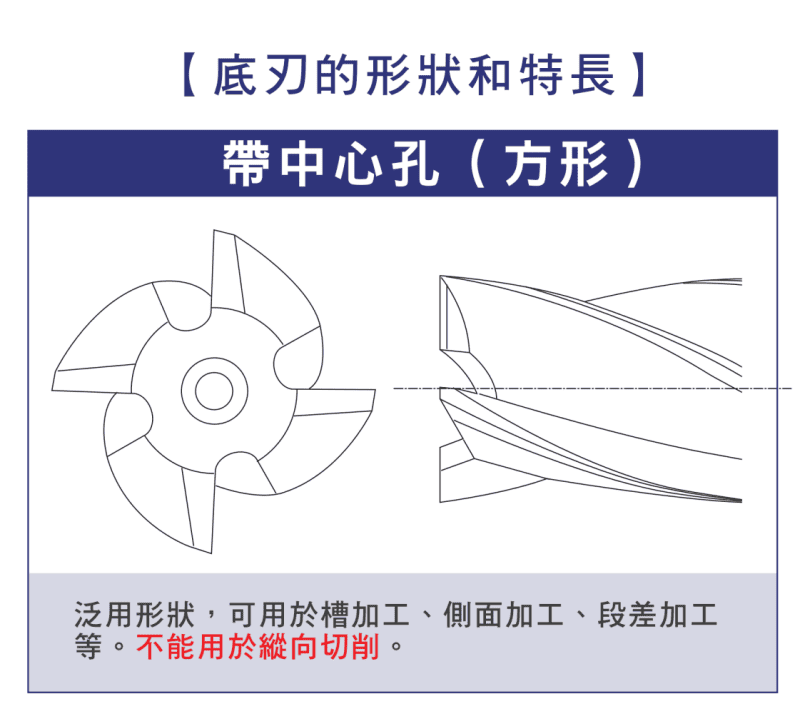
底刃設計與加工限制
底刃形狀決定刀具能否垂直切削,常見兩種設計如下表:
| 底刃設計 | 適用加工 | 限制 |
|---|---|---|
| 帶中心孔(方形) | 泛用形狀,可用於槽加工、側面加工、段差加工 | 不能用於縱向(垂直)切削 |
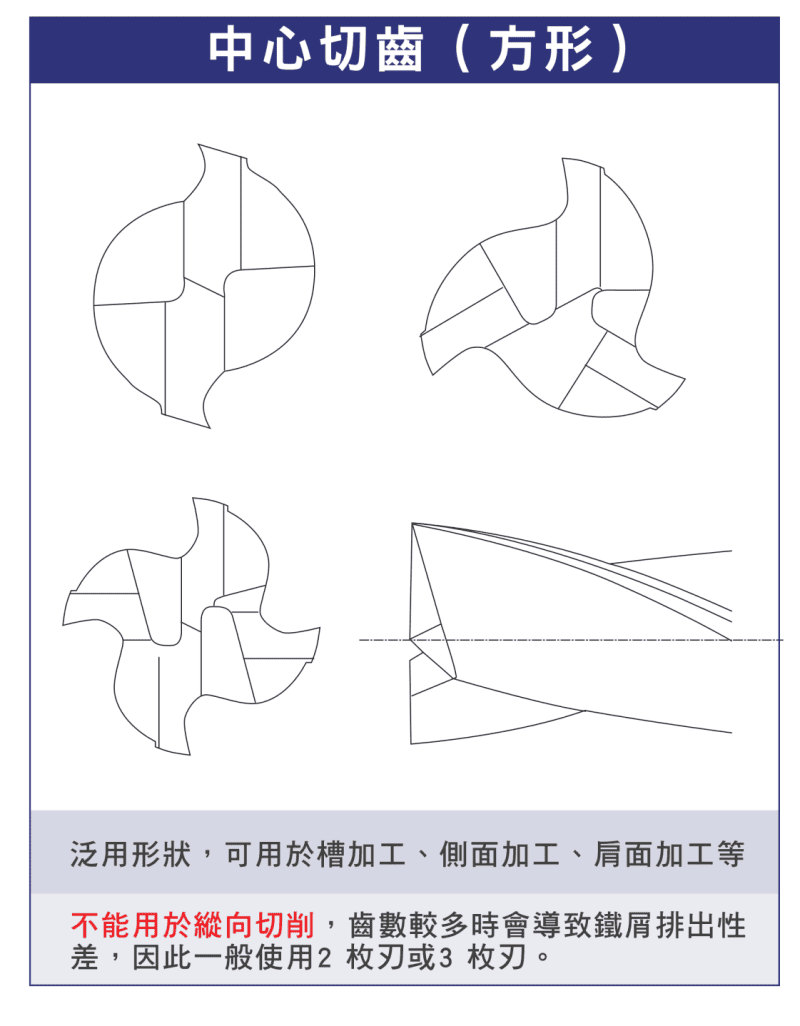
| 中心切齒(方形) | 可用於槽、側面與肩面加工 | 刃數過多時排屑能力下降 |
如何選擇適合的立銑刀
依加工階段與需求的快速對應如下表:
| 加工階段/需求 | 建議刀型 |
|---|---|
| 粗加工 | 粗銑刀或重切削銑刀 |
| 精加工 | 普通銑刀或圓角銑刀 |
| 曲面加工 | 球刀 |
| 模具加工 | 錐形刀+球刀搭配使用 |
若要依「加工方式(開槽/側銑/深銑/曲面/沉孔)」決定刀型,詳見〈銑刀外型加工選擇指南〉。
Q:立銑刀有哪些常見刀型?
A:常見有普通銑刀、錐形銑刀、粗銑刀、球型銑刀(球刀)、圓角銑刀與重切削銑刀,並依底刃設計分為帶中心孔與中心切齒,各對應不同加工需求。
Q:粗銑刀和重切削銑刀差在哪?
A:粗銑刀為波浪刃、切削阻力低、適合高進給粗加工但表面較粗;重切削銑刀切削阻力介於粗銑刀與普通銑刀之間,適合半精加工與精度要求不高的精加工。
Q:球刀適合什麼加工?
A:球型銑刀適用 3D 曲面與模具加工,可進行仿形銑削與等高加工,表面品質佳;但切削效率較低、中心部鋒利度較弱。
Q:不同加工該選哪種銑刀?
A:粗加工選粗銑刀或重切削銑刀、精加工選普通或圓角銑刀、曲面選球刀、模具以錐形刀加球刀搭配。若要依加工方式選刀,詳見〈銑刀外型加工選擇指南〉。









