捨棄式鑽頭加工指南:8D深孔鑽孔與TVF/TVFZ刀片選型|CNC57
捨棄式鑽頭(Indexable Drill)以可更換刀片設計,讓刀桿重複使用、只更換磨耗的刀片,能大幅降低大直徑孔的工具成本並提升量產效率。本文說明捨棄式鑽頭的加工原理、8D 深孔不分段能力、TVF 與 TVFZ 刀片的選型差異,以及排屑、孔品質與無毛邊等實務重點,協助你在不鏽鋼與碳鋼加工上穩定發揮效能。

一、什麼是捨棄式鑽頭
捨棄式鑽頭把「切削刃」與「刀桿本體」分離:刀片(Insert)磨耗後直接更換,刀桿可長期重複使用,因此特別適合大直徑、深孔與高效率量產場景。
| 面向 | 設計 / 表現 | 帶來的效益 |
|---|---|---|
| 刀片可更換 | 磨耗只換刀片,刀桿續用 | 降低工具成本、減少停機 |
| 適用直徑 | 大直徑孔加工 | 單刀完成、提升生產效率 |
| 換刀方式 | 機上快速換片 | 降低換刀停機時間 |
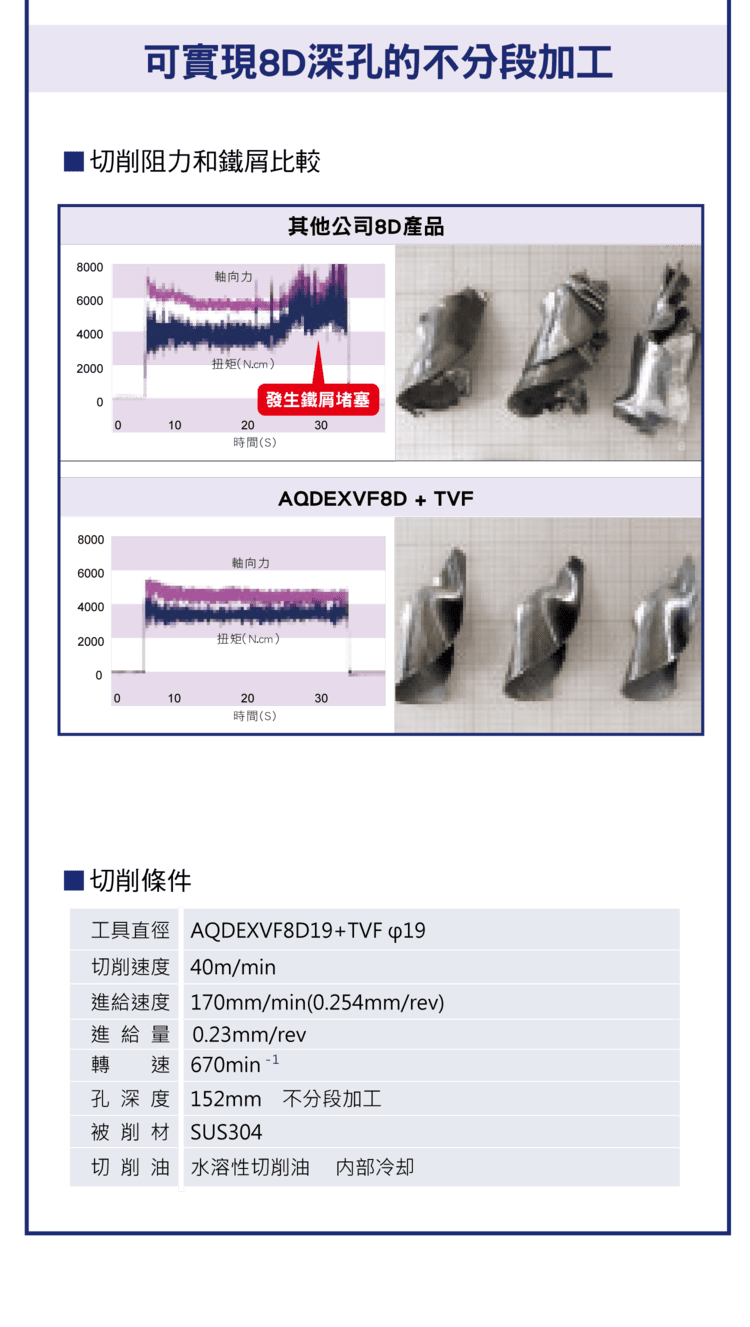
二、8D 深孔不分段加工能力
以 AQDEXVF 系列為例(原廠示例),可進行 8D 深孔加工而不需分段退刀,切削阻力與扭矩變化較穩定,排屑順暢。與一般工具比較:
| 項目 | 一般工具 | 捨棄式深孔鑽(原廠示例) |
|---|---|---|
| 深孔加工 | 需分段退刀排屑 | 8D 不分段一次到位 |
| 切屑 | 易堵塞 | 排屑穩定 |
| 結果 | 效率受限、刀具易損 | 效率提升、降低刀具損壞 |
三、切削穩定性與排屑性能
捨棄式深孔鑽多會針對排屑槽與刀片幾何做最佳化,使切屑能順暢排出、減少堵孔,同時降低振動、提高加工穩定性。排屑是否順暢,往往是深孔加工能否一次到位的關鍵,延伸可參考〈鑽頭效能影響因素解析〉。
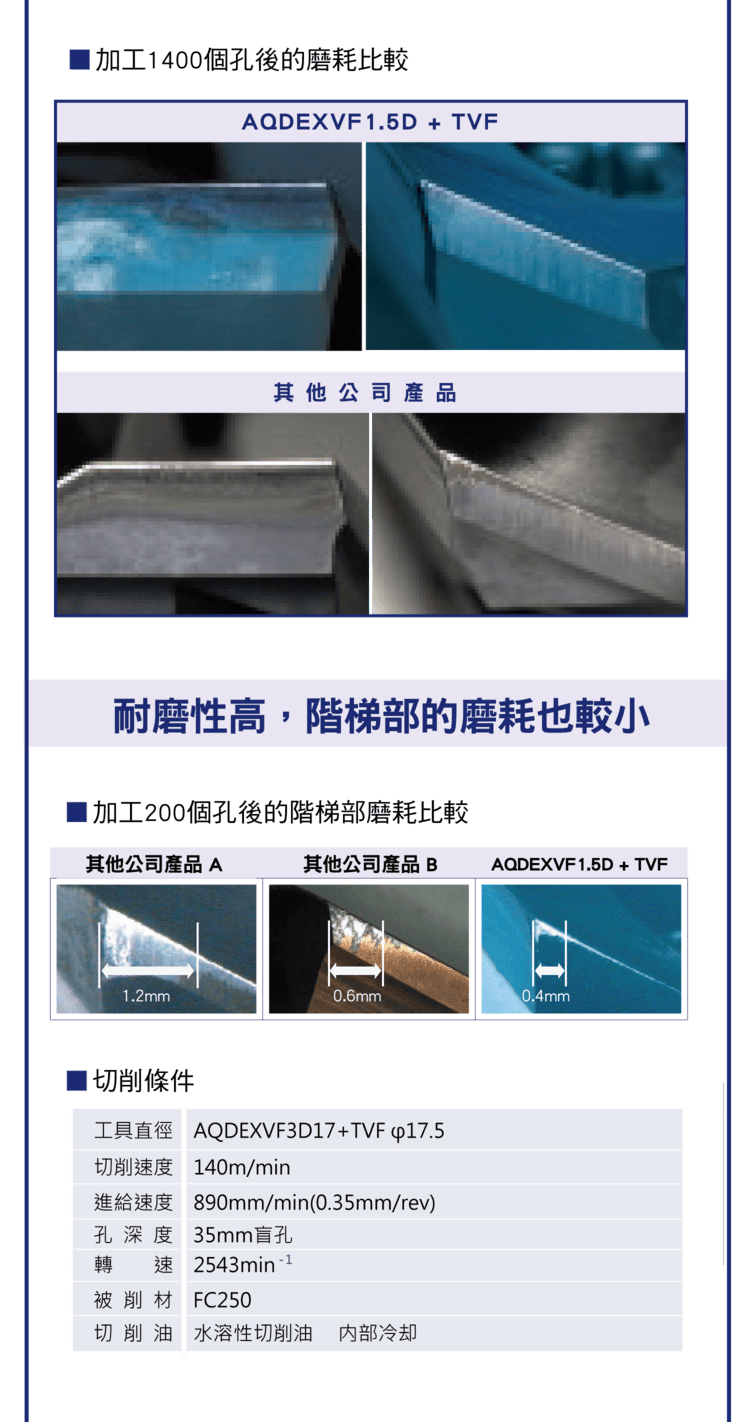
四、刀具壽命與耐磨性
刀片多採高耐磨材質並搭配耐磨塗層(如原廠 AQUA EX 塗層,以原廠型錄為準),刀尖磨耗較小、使用壽命延長,可降低更換頻率與整體成本。磨耗型態的判讀與對策,可參考鑽頭磨耗相關文章。
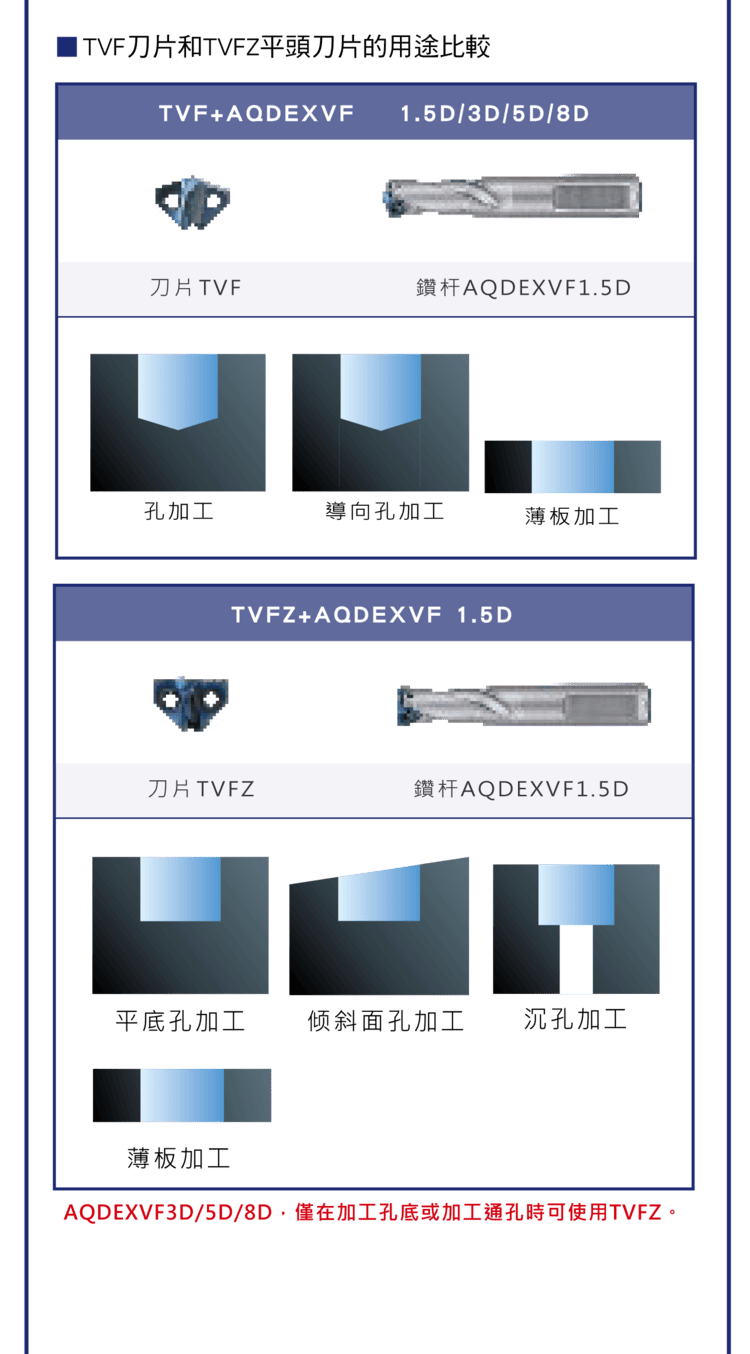
五、TVF 與 TVFZ 刀片應用差異
同一支刀桿可依孔型更換不同刀片。以下為原廠示例之應用區分(以原廠型錄為準):
| 刀片 | 適用加工 | 特點 |
|---|---|---|
| TVF(一般刀片) | 一般孔、導向孔、薄板加工 | 通用性高 |
| TVFZ(平頭刀片) | 平底孔、傾斜面、沉孔加工 | 適合無毛邊加工、提升孔底品質 |
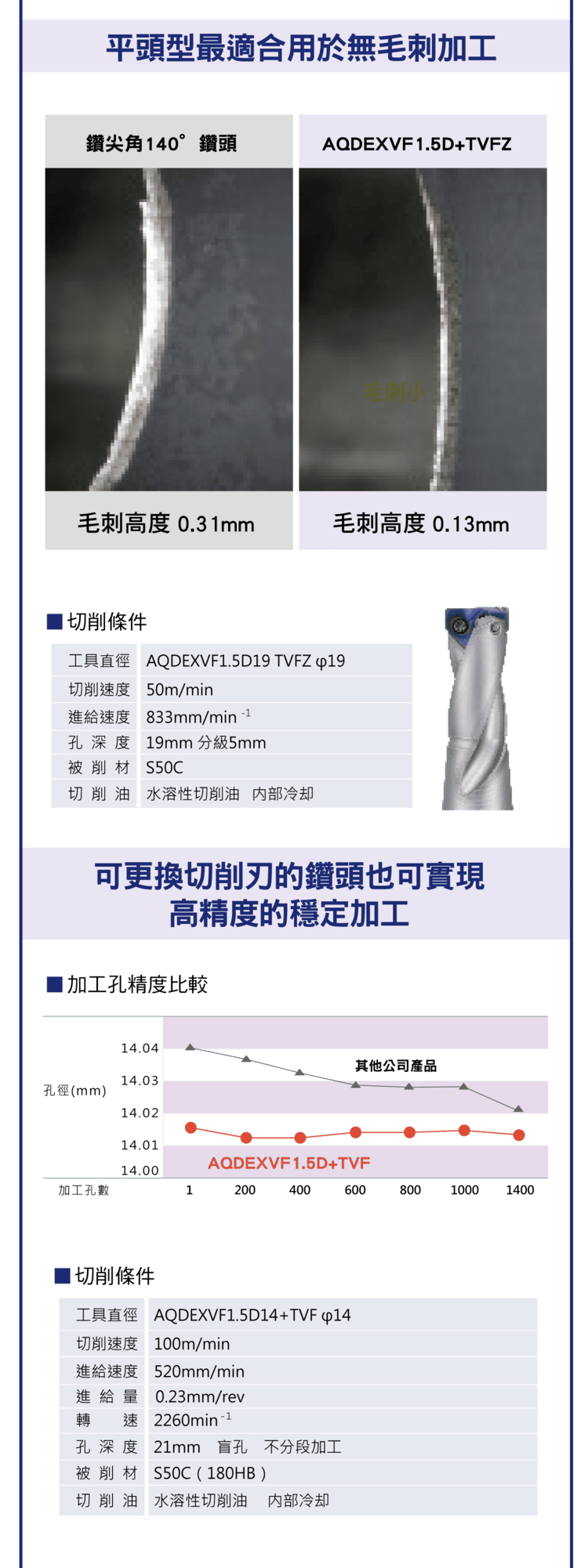
六、孔精度與無毛邊表現
捨棄式深孔鑽在孔徑穩定性與一致性上表現較佳,可減少後加工需求。平頭刀片在孔口毛邊控制上也有優勢,以下為原廠示例數據(實際依材料與條件而異):
| 項目 | 傳統鑽頭(原廠示例) | 平頭刀片(原廠示例) |
|---|---|---|
| 孔口毛邊 | 約 0.31 mm | 約 0.13 mm |
| 後工序 | 需修邊 | 可減少修邊工序 |
七、加工條件(參考值)
下列為原廠示例之參考條件,實際切削速度與進給須依機台剛性、刀具直徑與孔深調整;正式參數請以〈鑽頭切削參數設定指南〉之算法或原廠型錄為準,切勿直接套用。
| 被削材 | 切削速度(參考) | 進給(參考) | 冷卻 |
|---|---|---|---|
| SUS304(不鏽鋼) | 約 40 m/min | 約 170 mm/min | 水溶性切削油、內部冷卻 |
| S50C(中碳鋼) | 約 50~140 m/min | 約 520~890 mm/min | 水溶性切削油、內部冷卻 |
※ 孔深範圍約 19~152 mm(原廠示例)。以上數據僅供相對示意,非保證值。
八、產品系列與規格
| 項目 | 規格(原廠示例) |
|---|---|
| 系列孔深 | 1.5D、3D、5D、8D |
| 適用直徑 | 約 ⌀14~⌀32 |
| 主要應用 | 大直徑孔、深孔、高效率量產 |
九、應用建議
捨棄式鑽頭最適合大直徑、深孔與高效率量產;由於切削阻力較大,建議搭配 CNC 加工中心等高剛性機台,並確保內部冷卻與排屑順暢,才能穩定發揮 8D 深孔的效能。小直徑或淺孔則以整體式鑽頭較為經濟。
常見問題 FAQ
Q:捨棄式鑽頭和整體式鑽頭差在哪?
捨棄式鑽頭的切削刃是可更換刀片,磨耗只換刀片、刀桿續用,適合大直徑與量產;整體式鑽頭為一體成型,小直徑、淺孔較經濟,但重磨與更換成本相對高。
Q:捨棄式鑽頭可以鑽多深?
依系列不同常見有 1.5D、3D、5D、8D。以深孔系列(原廠示例)可達 8D 不分段加工;實際孔深仍受機台剛性、排屑與冷卻條件影響。
Q:TVF 和 TVFZ 刀片怎麼選?
一般孔、導向孔、薄板用 TVF;平底孔、傾斜面、沉孔與需要無毛邊時用 TVFZ 平頭刀片。同一刀桿可依孔型更換,選型以原廠型錄為準。
Q:使用捨棄式鑽頭需要什麼機台條件?
因切削阻力較大,建議使用高剛性的 CNC 加工中心,並具備內部(中心)冷卻能力,以確保深孔排屑順暢、降低振動與孔徑偏差。









