鑽頭效能影響因素解析:刀具設計、切削條件與機台剛性|CNC57
鑽頭效能受多重因素影響,包括刀具幾何設計、材料特性、加工條件與機台剛性。螺旋角、鑽尖角與芯厚會影響切削阻力與排屑能力,而切削速度與進給量則決定加工效率與刀具壽命;此外孔型條件如盲孔、深孔與交叉孔,也會影響排屑與加工穩定性。整合刀具設計與加工條件,是提升鑽孔品質與效率的關鍵。刀具幾何細節可參考鑽頭形狀與功能解析。
鑽頭效能的三大影響面向
鑽頭性能主要由刀具設計、加工條件、機台與工件條件三大面向共同決定。
| 面向 | 主要內容 |
|---|---|
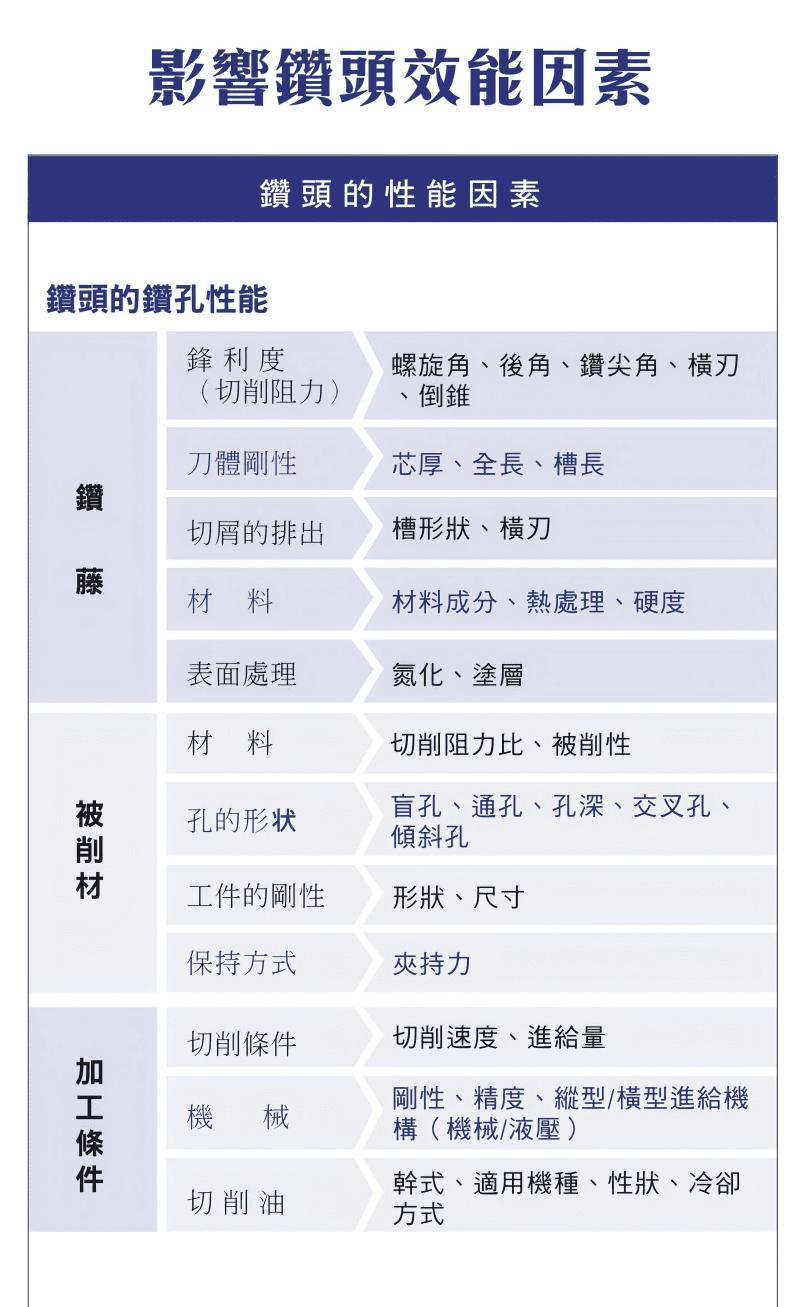
| 刀具設計 | 幾何(螺旋角、鑽尖角、後角、橫刃、倒錐)、結構剛性、材料與表面處理 |
| 加工條件 | 切削速度、進給量、孔型、冷卻與潤滑 |
| 機台與工件條件 | 機台剛性與精度、進給機構、夾持力、工件材料 |
刀具設計與切削條件
| 因素 | 內容 | 影響 |
|---|---|---|
| 刀具幾何 | 螺旋角、鑽尖角、後角、橫刃設計、倒錐 | 切削阻力、排屑效率、加工精度 |
| 結構與剛性 | 芯厚、全長、槽長 | 剛性高→穩定;剛性低→易振動與偏擺 |
| 材料與表面處理 | 成分、熱處理、硬度;氮化、塗層 | 耐磨性、刀具壽命、切削穩定性 |
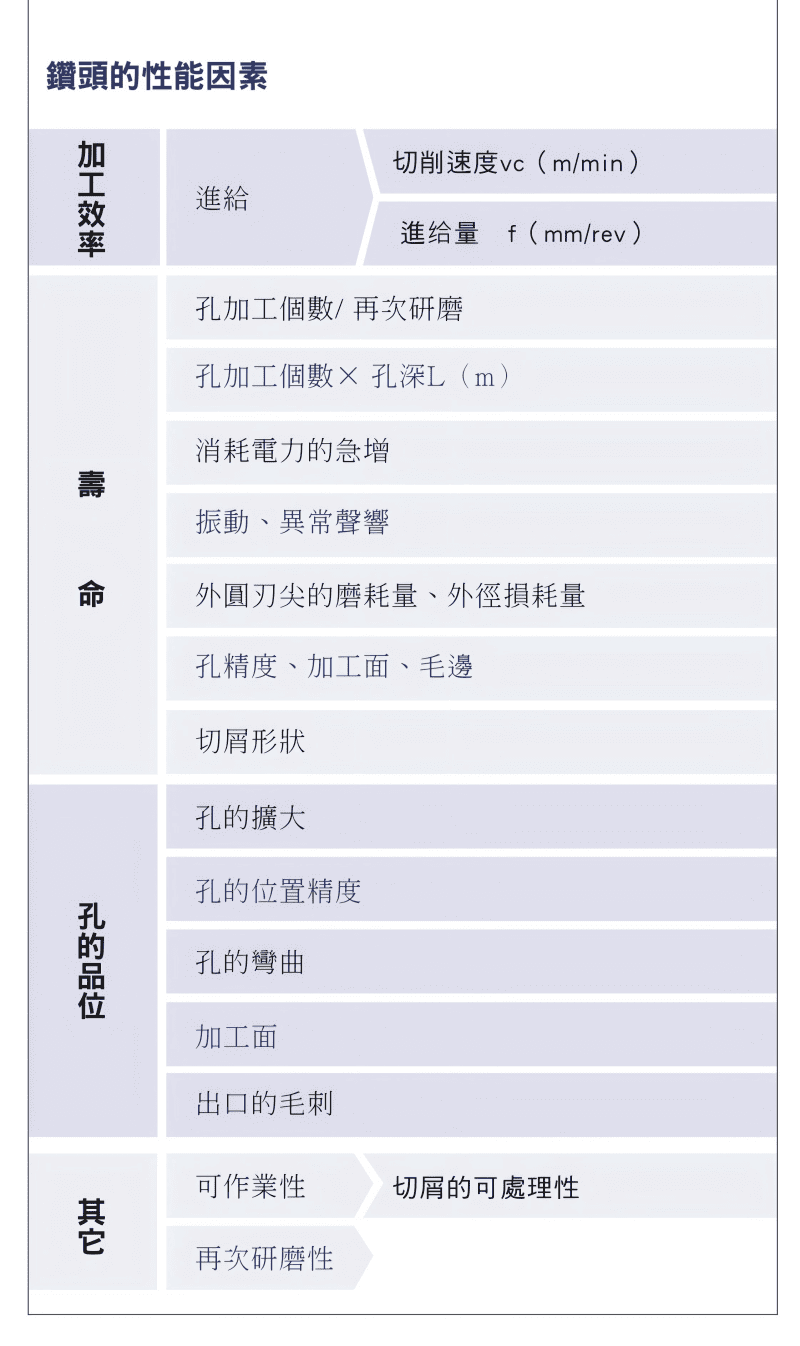
| 切削條件 | 切削速度 vc、進給量 f | 加工效率、刀具磨耗、加工品質 |
| 冷卻與潤滑 | 切削油(乾式 / 濕式) | 冷卻效率、排屑能力、刀具壽命 |
孔型與機台夾持條件
不同孔型與機台條件,會明顯改變排屑與加工穩定性。
| 孔型 | 影響 |
|---|---|
| 盲孔 | 排屑困難 |
| 深孔 | 易發熱 |
| 交叉孔 | 切削不穩定 |
| 傾斜孔 | 易偏移 |
| 機台/夾持因素 | 結果 |
|---|---|
| 機台剛性與精度、進給機構(機械/液壓)、夾持力 | 剛性不足→振動與誤差增加 |
加工品質指標、異常與最佳化策略
| 類別 | 項目 |
|---|---|
| 品質判斷指標 | 孔徑精度、孔位置精度、孔彎曲、毛邊、表面粗糙度 |
| 異常現象 | 振動、異音、電力消耗上升 |
| 綜合最佳化策略 | 平衡切削條件與刀具設計、提升排屑效率、強化機台剛性、選擇適合材料與塗層 |
切削速度與進給的設定可參考鑽頭切削參數設定指南;加工異常的排除見鑽頭加工異常排除指南。
Q:影響鑽頭效能最主要的因素是什麼?
A:可歸納為三大面向 — 刀具設計(幾何、剛性、材料塗層)、加工條件(切削速度、進給、冷卻、孔型)、機台與工件條件(機台剛性、夾持、工件材料),三者需整合考量。
Q:為什麼深孔和盲孔比較難加工?
A:盲孔切屑不易排出、易堵塞;深孔則散熱不易、容易發熱,兩者都需要強化排屑(如高螺旋角、內冷)與適當的退屑動作。
Q:機台剛性不足會怎樣?
A:機台或夾持剛性不足會放大振動,造成孔徑誤差、孔位偏移、表面變差與刀具壽命下降;改善方式包含縮短懸伸、提高夾持剛性與選用較短鑽頭。
Q:哪些訊號代表鑽孔出現異常?
A:常見異常訊號包含振動、異音與主軸電力消耗上升,並可從孔徑精度、孔位、孔彎曲、毛邊與表面粗糙度等指標判斷加工品質。
標籤
分享









