螺紋底孔徑表(公制)完整指南:M1–M100 攻牙鑽孔|CNC57
公制螺紋底孔徑表提供 M1 至 M100 完整攻牙前鑽孔尺寸,涵蓋內螺紋小徑(D1)最大值、最小值與建議底孔徑。此表是 CNC 加工與手動攻牙的重要依據,可有效避免螺紋過緊、牙崩或攻牙斷裂。透過正確選擇底孔尺寸,可提升加工穩定性、延長刀具壽命並確保螺紋配合精度,廣泛應用於機械製造、模具與自動化設備產業。
一、底孔徑的基本概念
底孔徑(Tap Drill Size)是攻牙前需先鑽出的孔徑;內螺紋小徑(Minor Diameter, D1)是螺紋牙底的最小直徑。底孔徑接近小徑,會直接影響牙深與螺紋強度:底孔太小攻牙負荷大、易斷刀;底孔太大則牙深不足、強度下降。
二、常用計算公式
公制粗牙底孔徑 ≒ 外徑 − 螺距(P)
例如 M10×1.5 → 10 − 1.5 = 8.5 mm。實務上會依材料與精度微調。
三、公制粗牙常用底孔徑
| 規格 | 螺距(mm) | 建議底孔(mm) |
|---|---|---|
| M3 | 0.5 | 2.5 |
| M4 | 0.7 | 3.3 |
| M5 | 0.8 | 4.2 |
| M6 | 1.0 | 5.0 |
| M8 | 1.25 | 6.8 |
| M10 | 1.5 | 8.5 |
| M12 | 1.75 | 10.2 |
| M16 | 2.0 | 14.0 |
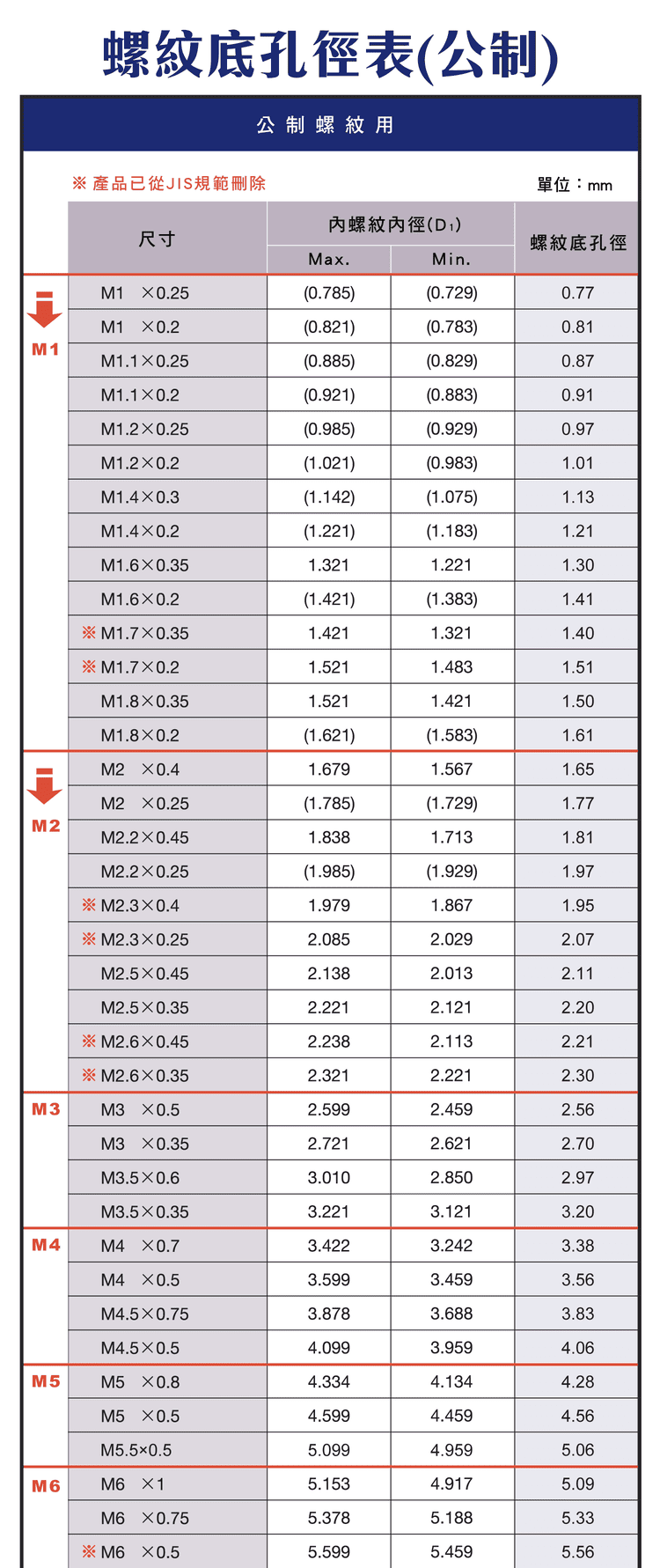
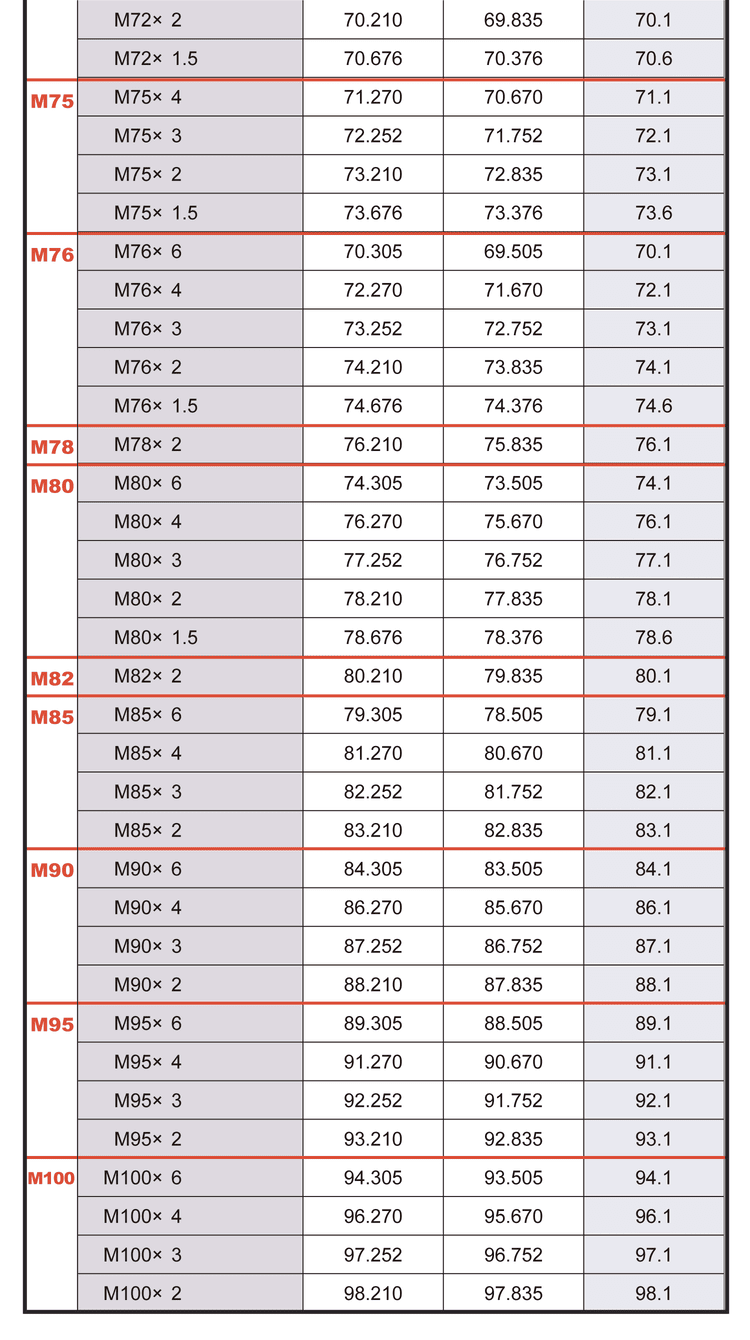
※ 上表為粗牙常用底孔示例;完整 M1–M100 與細牙、小徑 Max/Min 請以下方原表圖為準。
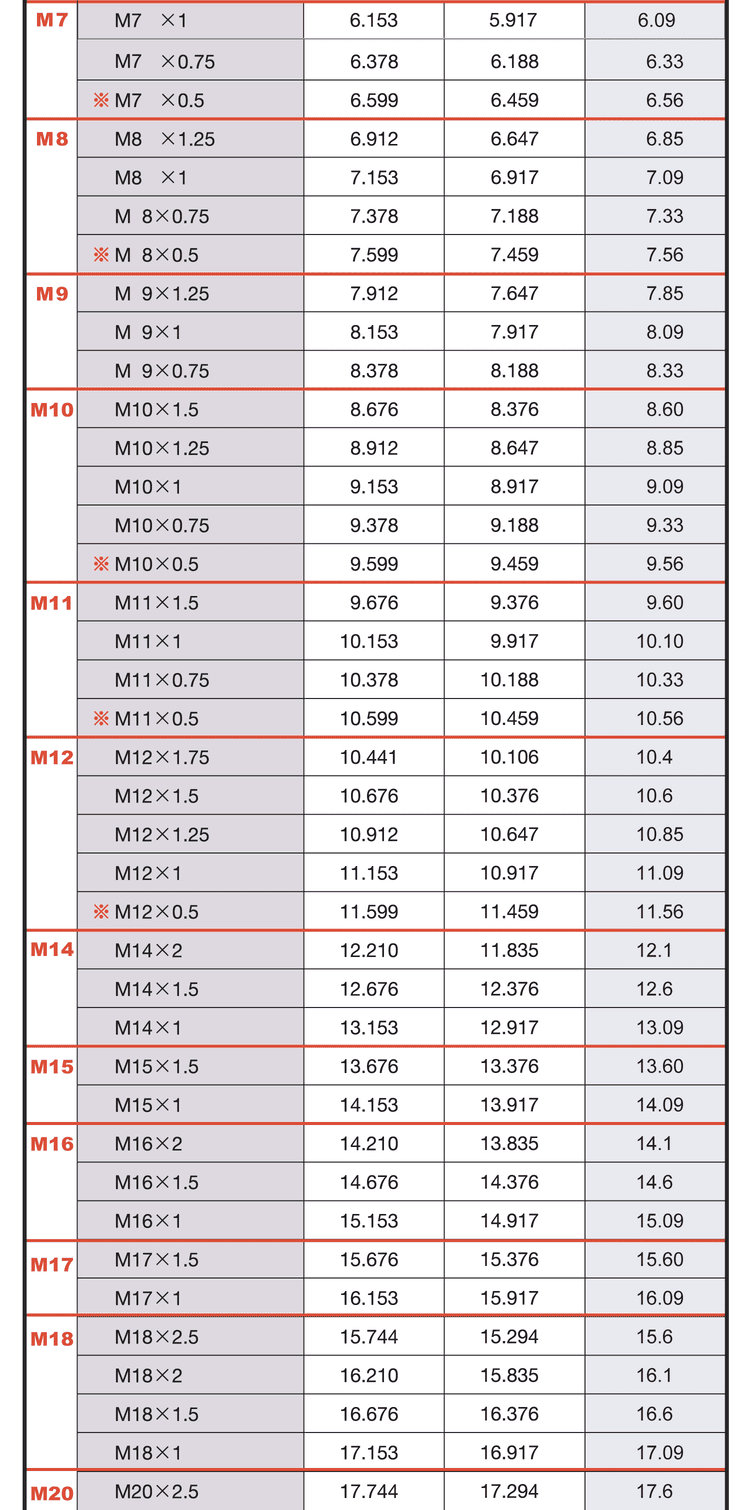
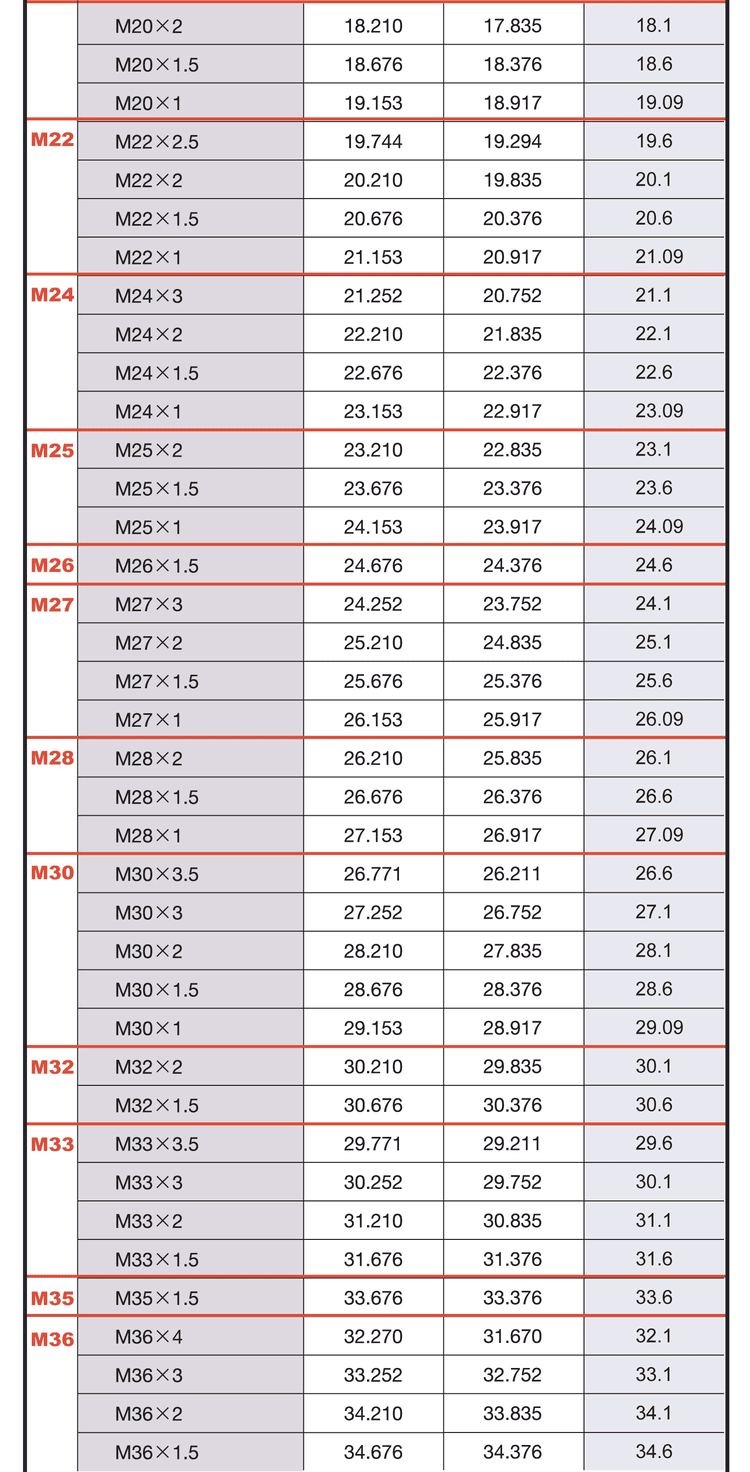
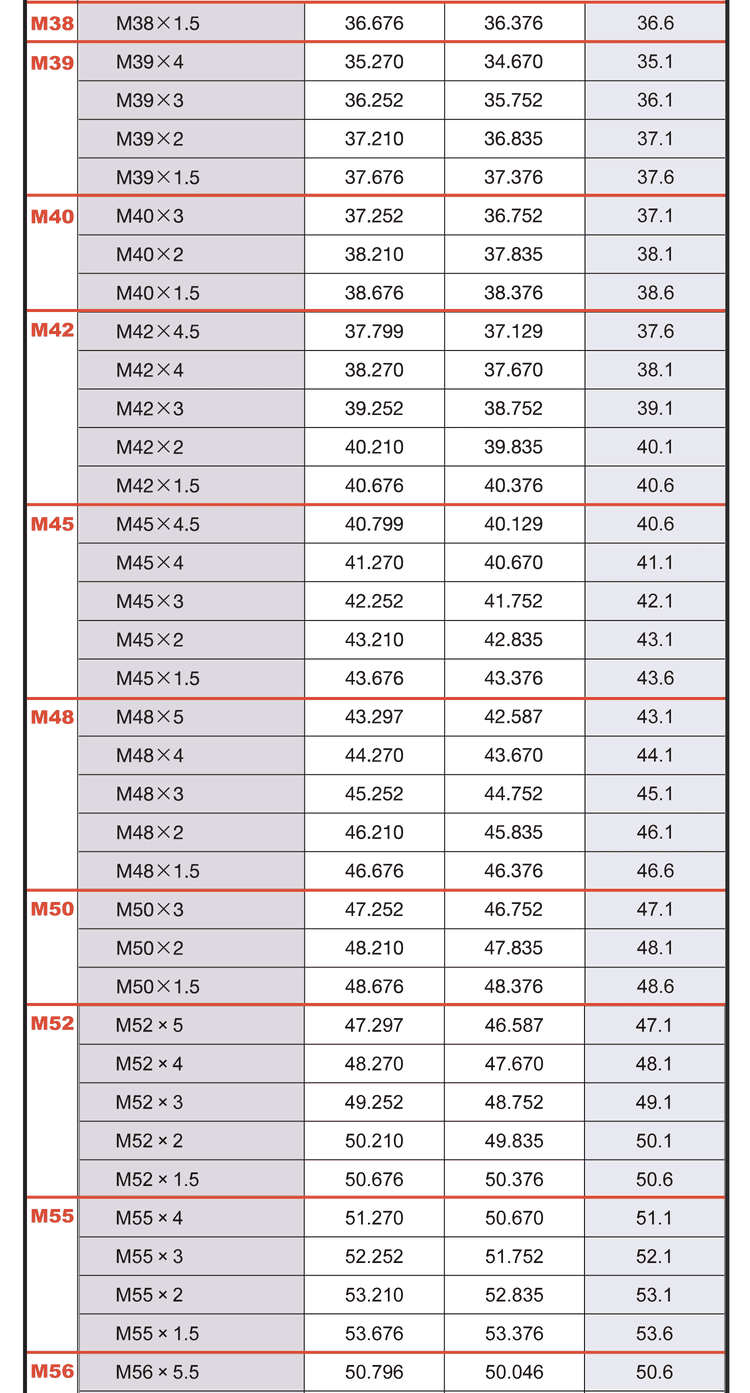
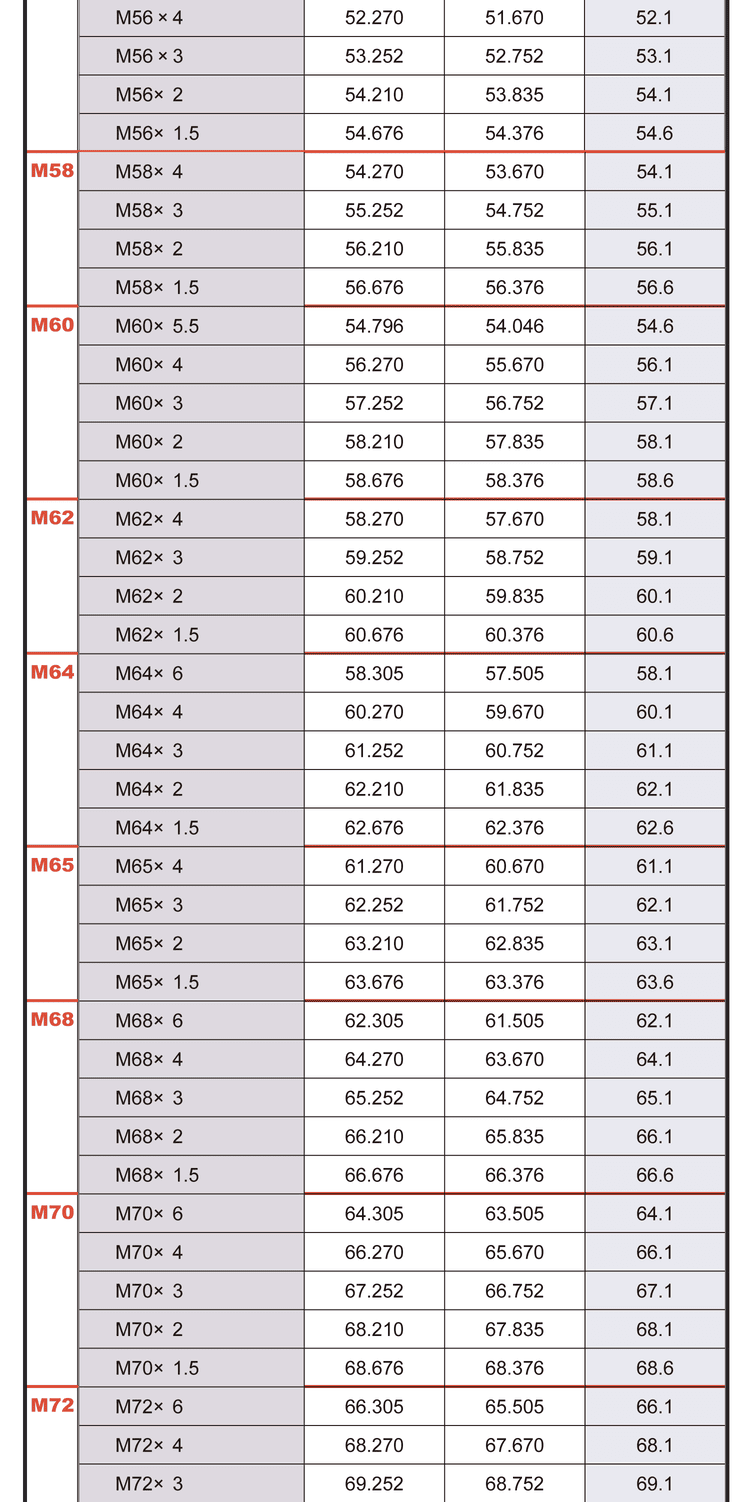
※ 以上為 M1–M100 完整底孔徑詳表原圖,數值以原表為準。
四、依材料調整底孔
| 材料 | 底孔調整 | 目的 |
|---|---|---|
| 鋼材 | 標準或略大孔徑 | 降低攻牙負荷 |
| 鋁材 | 可略小孔徑 | 提高牙紋強度 |
| 不鏽鋼 | 建議放大底孔 | 避免刀具破裂、降低黏著 |
五、常見加工問題與對策
| 問題 | 原因 | 對策 |
|---|---|---|
| 攻牙斷裂 | 底孔過小、排屑不良 | 增大底孔、使用切削油 |
| 螺紋鬆動 | 底孔過大、牙深不足 | 減小底孔 |
| 表面粗糙 | 刀具磨耗 | 更換絲攻、最佳化切削條件 |
六、常見尺寸應用範圍
小尺寸(M1~M3)用於精密電子與微型零件;中尺寸(M4~M12)用於機械設備與治具;大尺寸(M14 以上)用於重工業與結構件。
公制公差與小徑見〈公制螺紋精度表完整解析〉;牙距與規格見〈螺紋規格表完整整理〉;攻牙扭力見〈攻牙扭力計算公式〉;美制、特殊底孔見〈美制螺紋底孔徑表〉、〈螺紋底孔徑表(其他規格)〉。
常見問題 FAQ
Q:公制攻牙底孔怎麼快速估算?
粗牙用「底孔 ≒ 外徑 − 螺距」估算,例如 M10×1.5 → 8.5mm、M8×1.25 → 6.8mm。細牙螺距較小,底孔會偏大;實際再依材料與精度微調。
Q:底孔太小或太大會怎樣?
底孔太小→攻牙扭力大、易牙崩或斷刀;底孔太大→牙深不足、螺紋強度與咬合下降。底孔徑接近內螺紋小徑,需在強度與加工穩定間取得平衡。
Q:不鏽鋼攻牙底孔要放大嗎?
建議略放大。不鏽鋼加工硬化、黏刀傾向強,放大底孔可降低攻牙負荷與斷刀風險,並搭配適當切削油;鋁材則可略小以提高牙紋強度。
Q:CNC 攻牙和手動攻牙底孔一樣嗎?
CNC 攻牙建議用標準或略偏大底孔以提升穩定性;手動攻牙可略小以提高咬合。實務上會依材料、絲攻型式與要求咬合率(常見約 60~75%)調整。









