直柄鑽頭柄徑與偏擺解析:倒錐設計與鑽孔精度控制|CNC57
直柄鑽頭的柄徑規範與偏擺(runout)控制,直接影響鑽孔精度與加工穩定性。直柄鑽頭通常柄徑與刀徑相同,但實際會因倒錐設計而略小,可用「鑽頭直徑-倒錐範圍×倒錐量」估算。偏擺會隨長徑比增加而上升,並影響孔位置與孔徑精度。本文說明柄徑設計、倒錐、偏擺計算與測量,作為提升鑽孔品質的參考。
一、直柄鑽頭與柄規範
| 類型 | 柄徑 |
|---|---|
| 直柄鑽頭 | 鑽頭直徑 ≈ 柄直徑 |
| 立銑刀柄鑽頭 | 柄徑與刀徑不同(精密級常用) |
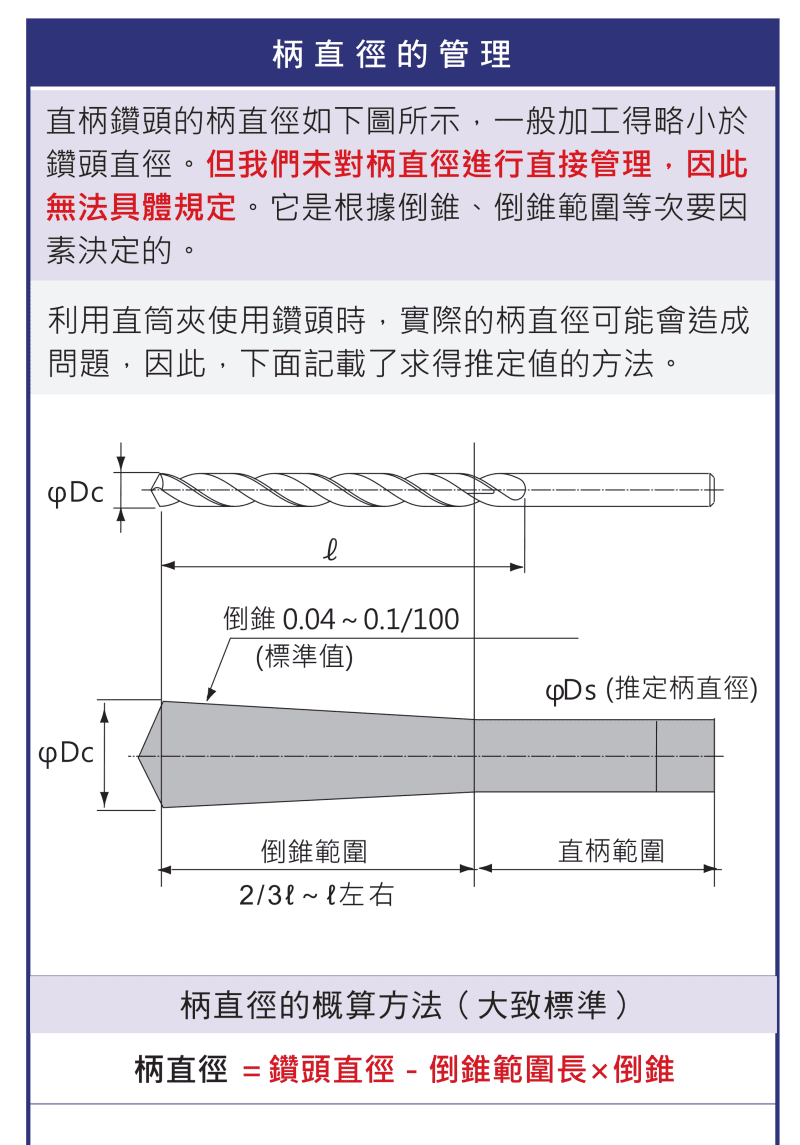
二、柄直徑設計與倒錐
實際柄徑通常略小於鑽頭直徑,由倒錐設計決定。倒錐特性(參考):倒錐值約 0.04~0.1 / 100、倒錐範圍約 2/3 槽長。
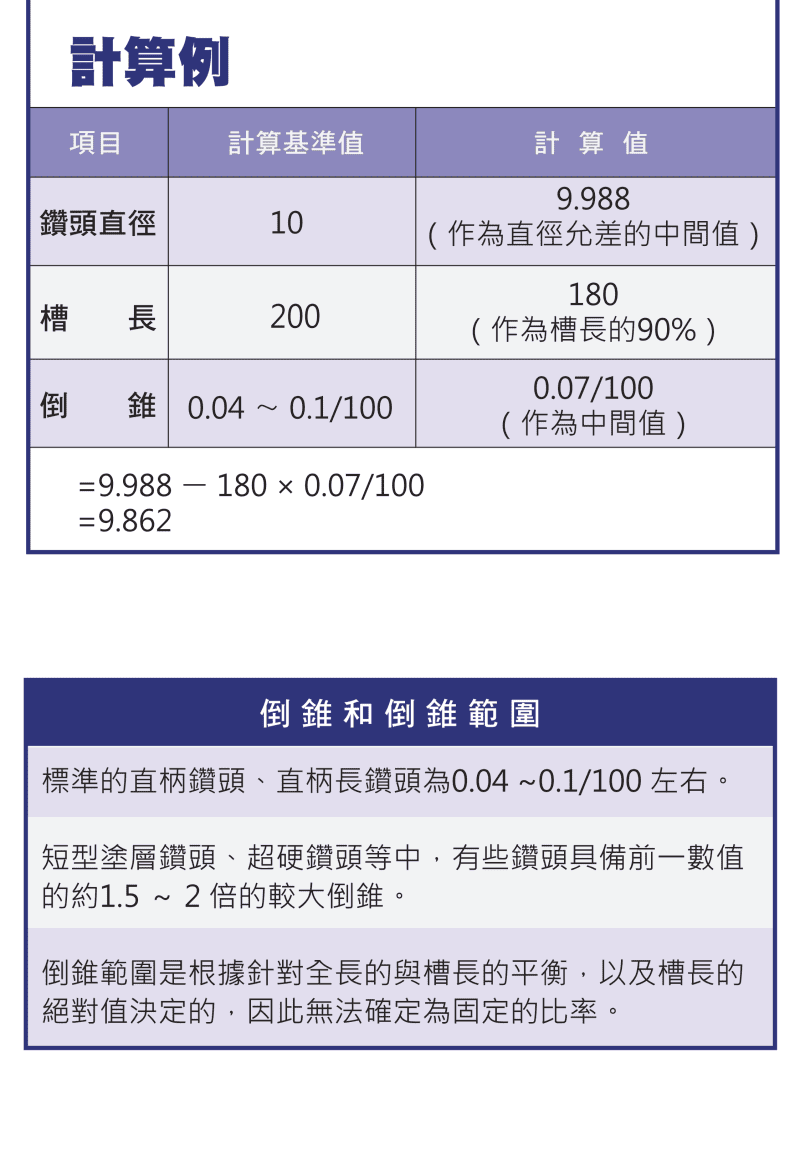
三、柄直徑估算
柄直徑 = 鑽頭直徑 −(倒錐範圍 × 倒錐量)
| 範例參數 | 值 |
|---|---|
| 鑽頭直徑 | 10 mm |
| 槽長(取 90%) | 200 mm |
| 倒錐 | 0.07 / 100 |
| 估算柄徑 | 約 9.862 mm |
四、偏擺(Runout)的來源與影響
| 偏擺來源 | 造成的影響 |
|---|---|
| 刀具製造誤差 | 孔徑放大 |
| 夾持不良 | 孔位置偏移 |
| 機台主軸精度 | 表面品質下降 |
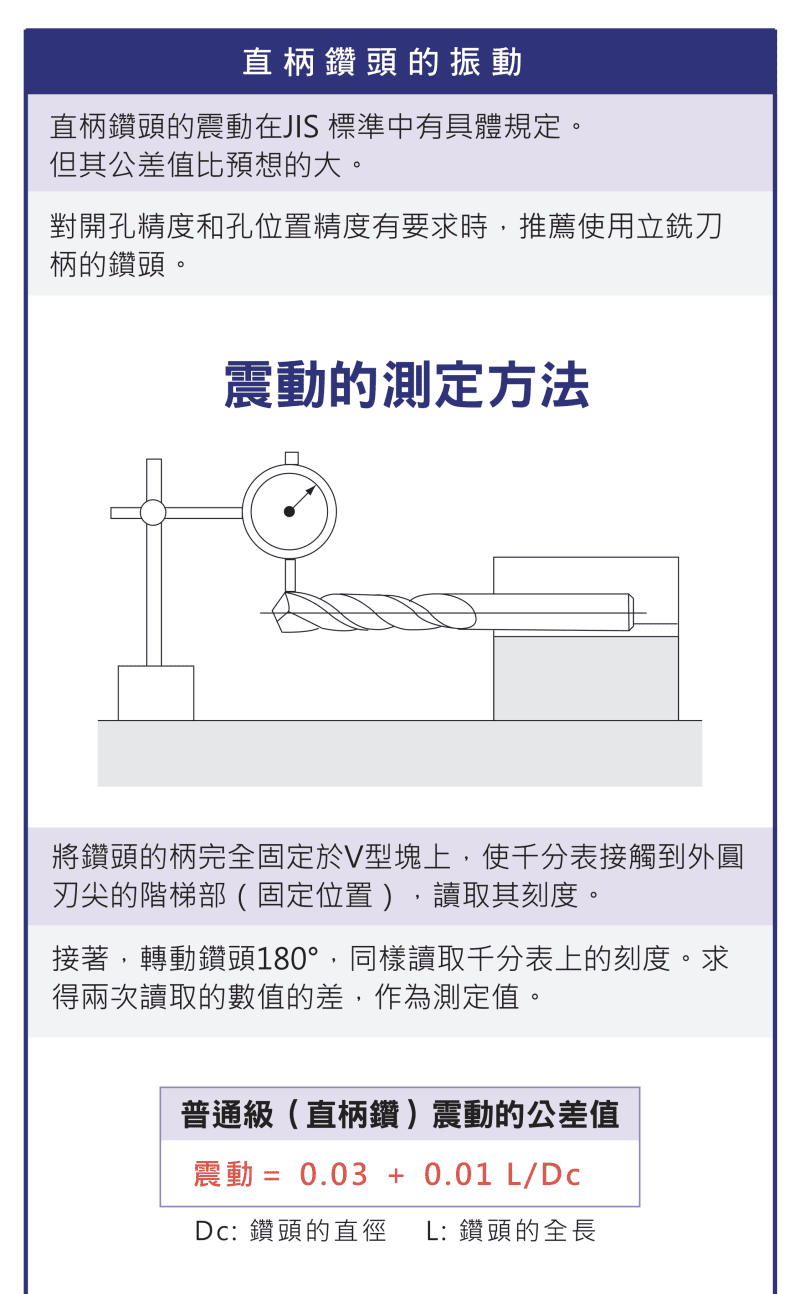
五、偏擺計算與測量
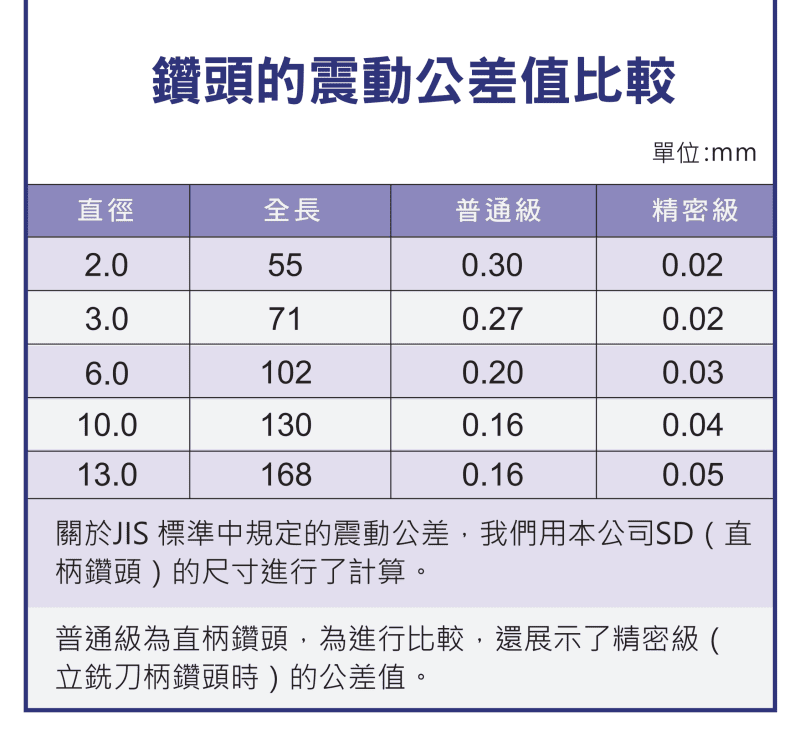
JIS 偏擺 = 0.03 + 0.01 ×(L / Dc)
L 為全長、Dc 為直徑。長徑比越大,偏擺越大。測量方法:將鑽頭固定於 V 型塊、用千分表接觸刃口,旋轉 180° 取兩次差值。
六、普通級 vs 精密級
| 等級 | 偏擺與適用 |
|---|---|
| 普通級(直柄) | 偏擺較大,一般加工 |
| 精密級(立銑刀柄) | 偏擺較小、精度更高,高精度加工首選 |
七、加工最佳化建議
控制刀具突出長度、提升夾持剛性、選擇低偏擺刀具,並依加工需求選擇柄型。柄型(錐柄/直柄)與內冷方式的關係,可參考〈帶油孔鑽頭冷卻方式解析〉;莫氏錐柄規格見〈鑽頭柄部與莫氏錐度規範〉。
常見問題 FAQ
Q:直柄鑽頭的柄徑等於刀徑嗎?
名義上相同,但實際會因倒錐設計而略小,可用「鑽頭直徑 −(倒錐範圍 × 倒錐量)」估算。例如 ⌀10 鑽頭估算柄徑約 9.862mm。
Q:偏擺怎麼算、怎麼量?
JIS 參考式為 0.03 + 0.01 ×(L/Dc);長徑比越大偏擺越大。量測時把鑽頭放 V 型塊、千分表接觸刃口,旋轉 180° 取兩次差值。
Q:偏擺大會造成什麼問題?
偏擺大會使孔徑放大、孔位置偏移、表面品質下降。來源包含刀具製造誤差、夾持不良與主軸精度不足。
Q:高精度加工該用哪種柄?
建議用精密級的立銑刀柄鑽頭,偏擺較小、精度更高;並控制突出長度、提升夾持剛性以降低偏擺。
標籤
分享









