帶油孔鑽頭冷卻方式解析:Type1/2/3差異與柄型選型|CNC57
帶油孔鑽頭(內冷鑽)透過內部冷卻通道,把切削液直接導入切削區,可降低切削溫度、改善排屑並延長刀具壽命。依結構不同分為 Type 1、Type 2 與 Type 3 三種冷卻方式,並搭配錐柄與直柄設計,適用於深孔、高速與難削材加工。本文解析三種冷卻方式的差異、柄型與選型原則,作為 CNC 鑽孔選刀的參考。
一、內冷(帶油孔)的原理與功能
帶油孔鑽頭在刀體內設有油孔通道,讓冷卻液直達刀尖,可提升散熱效率、減少熱變形,進而冷卻刀具、改善排屑、降低磨耗,並穩定加工品質、延長刀具壽命。常見應用於深孔與高速加工。
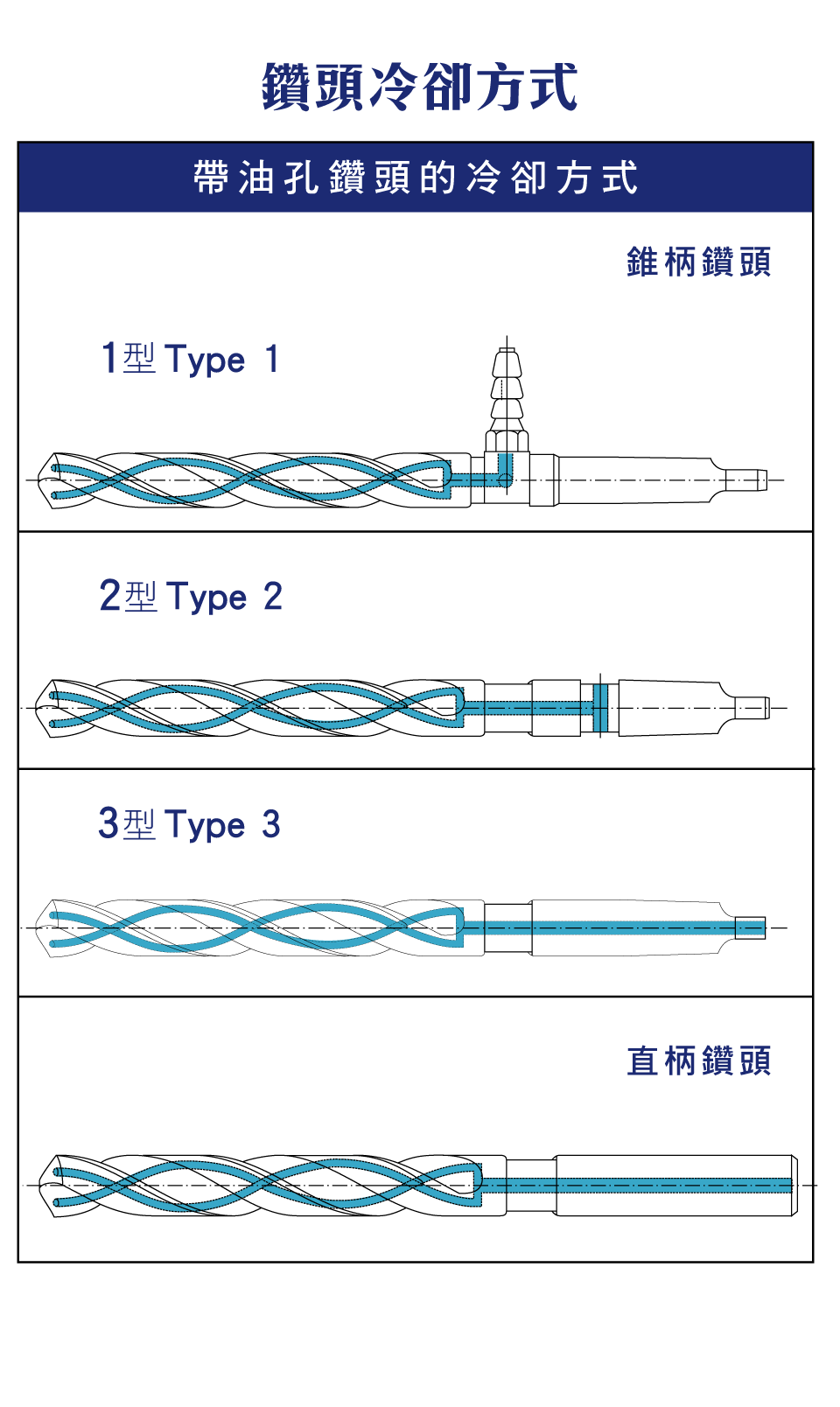
二、三種冷卻方式(Type 1/2/3)
| 類型 | 特性 | 適用 |
|---|---|---|
| Type 1 | 冷卻液由側向進入、結構簡單、成本較低 | 淺孔、一般材料 |
| Type 2 | 由後端供應、流量較穩定、冷卻與排屑較佳 | 中深孔、CNC 加工中心 |
| Type 3 | 高壓內冷、冷卻液直達切削區、排屑效率最佳 | 深孔、不鏽鋼/合金鋼等難削材 |
三、柄型:錐柄 vs 直柄
| 柄型 | 特性 | 應用 |
|---|---|---|
| 錐柄(Taper Shank) | 固定性佳、適用大型設備 | 重切削加工、工業機械 |
| 直柄(Straight Shank) | 通用型、適用多種夾持方式 | CNC 加工、一般鑽孔 |
錐柄規格可參考〈鑽頭莫氏錐柄規格解析〉;直柄規格與偏擺見〈直柄鑽頭規格與偏擺解析〉。
四、冷卻方式與加工效果
| 面向 | 效果 |
|---|---|
| 冷卻 | 降低溫度、減少刀具磨耗 |
| 排屑 | 提升順暢度、避免堵孔 |
| 品質 | 提升孔精度、減少毛邊 |
五、冷卻方式選型建議
| 加工難度 | 建議 |
|---|---|
| 一般加工 | Type 1 |
| 中等加工 | Type 2 |
| 高難度加工 | Type 3 |
| 深孔加工 | 高壓內冷系統 |
選型時綜合考量材料種類、孔深與加工速度,可提升效率、延長刀具壽命並降低成本。深孔內冷長鑽的應用見〈油孔鑽深孔加工指南〉。
常見問題 FAQ
Q:Type 1、2、3 冷卻方式怎麼選?
一般加工用 Type 1(結構簡單、成本低);中深孔用 Type 2(後端供油、較穩定);深孔或難削材用 Type 3(高壓內冷、排屑最佳)。
Q:內冷鑽一定比外冷好嗎?
深孔與難削材加工上,內冷能把切削液直接送到刀尖,冷卻與排屑遠優於外部澆淋;但淺孔一般加工,外冷或 Type 1 即足夠。
Q:錐柄和直柄鑽頭怎麼選?
錐柄固定性佳、適合大型設備與重切削;直柄通用、適合 CNC 多種夾持。依機台主軸介面與加工負載選擇。
Q:內冷壓力要多高?
視孔深與材料而定,深孔與難削材需較高壓力(Type 3 高壓內冷)以確保排屑;實際壓力與流量請依刀具原廠與機台能力設定。
標籤
分享









