車削刀具刃口修磨解析:倒角、倒圓與刀具壽命關係|CNC57
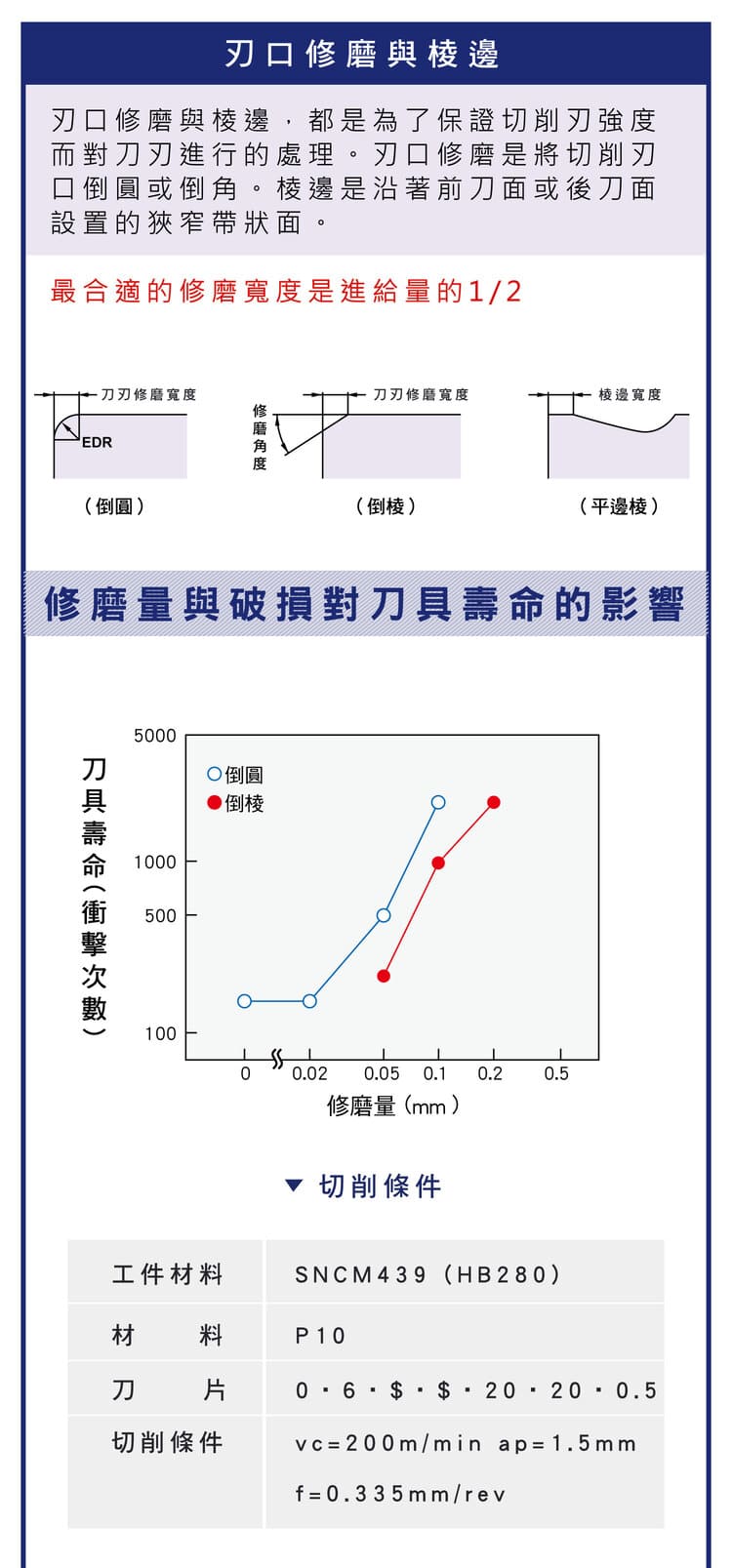
車削刀具刃口修磨(Edge Preparation)與棱邊設計,會直接影響刀具強度、切削力分布與使用壽命。修磨量越大,刀刃強度越高、抗崩裂能力提升,但切削阻力與振動增加;修磨量過小則容易磨損與崩刃。最佳修磨寬度通常約為進給量的 1/2,可在刀具壽命與加工穩定性之間取得平衡。
一、刃口修磨基本概念
刃口修磨是對刀尖進行倒圓或倒角處理,目的是提升刀刃強度與耐磨性。主要形式有倒圓(Honing / Radius)、倒角(Chamfer)與棱邊(Land)。
| 形式 | 說明 |
|---|---|
| 倒圓(Honing / Radius) | 刀刃倒出圓角,切削平順 |
| 倒角(Chamfer) | 刀刃倒出斜面,強度更高 |
| 棱邊(Land) | 刃口平台,強化刀尖 |
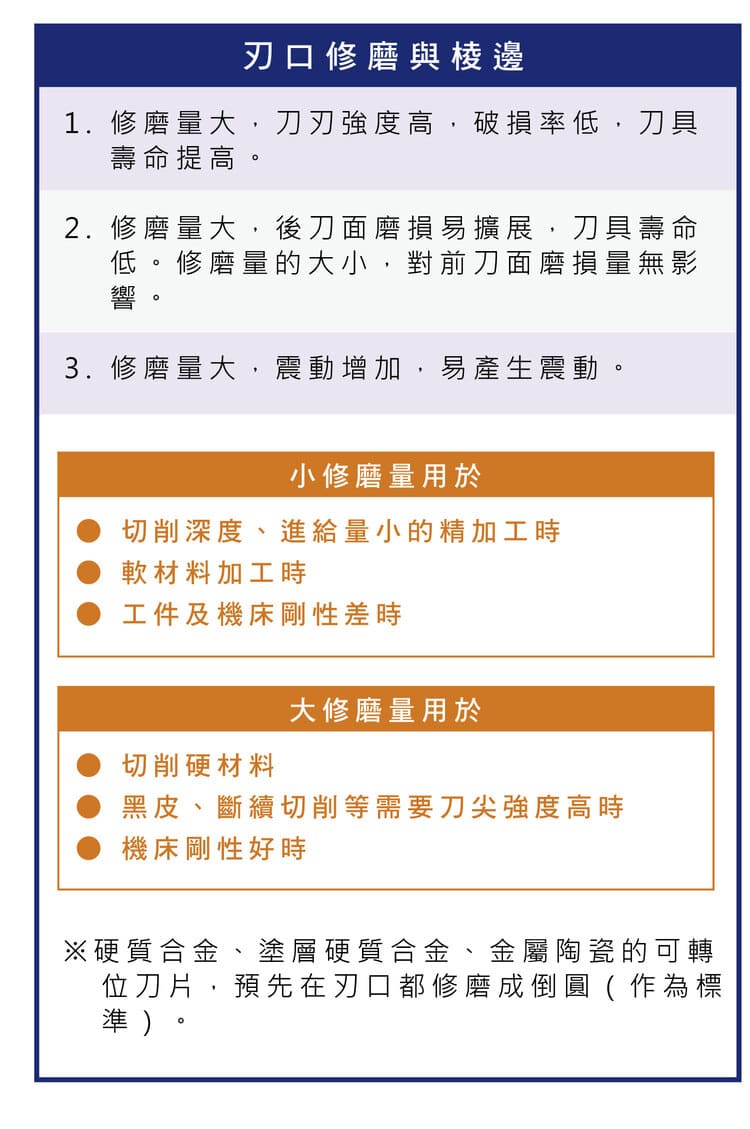
二、修磨量對刀具壽命的影響
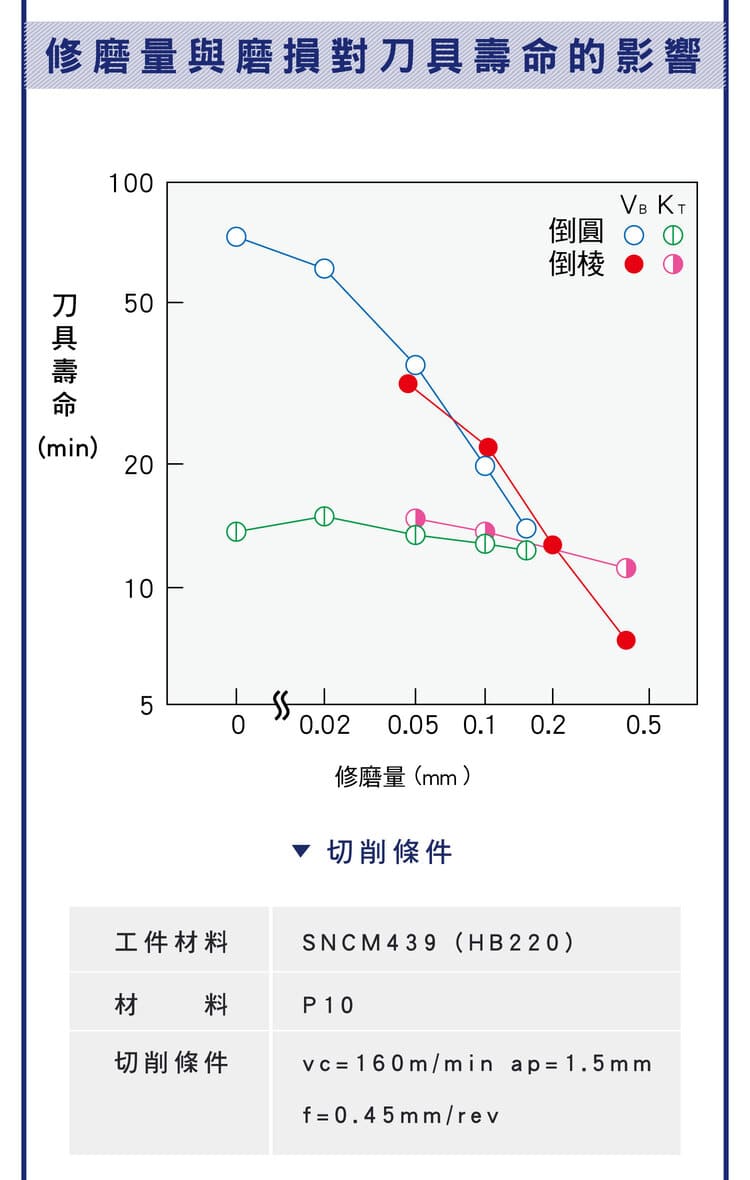
修磨量需適中:過大則切削阻力上升、後刀面磨耗擴大、易振動;過小則刀刃脆弱、易崩刃與磨損。
| 修磨量 | 結果 |
|---|---|
| 修磨量增加 | 刀刃強度提升、抗崩刃能力增加、刀具壽命提升 |
| 修磨量過大 | 切削阻力增加、後刀面磨耗擴大、容易振動 |
| 修磨量過小 | 刀刃脆弱、易產生崩刃與磨損 |
三、最佳修磨量建議
一般原則為修磨寬度 ≈ 進給量的 1/2,可平衡切削力與刀具強度、提升加工穩定性、延長刀具壽命。實際切削速度與進給請依材料與機台條件計算,可參考〈車削加工計算公式大全〉。
四、修磨方式差異(倒圓 vs 倒角)
倒圓切削較平順、抗崩刃能力佳,適合一般加工;倒角刀刃強度更高,適合重切削與硬材料。
| 修磨方式 | 特性 | 適用 |
|---|---|---|
| 倒圓(Honed Edge) | 切削平順、抗崩刃佳 | 一般加工 |
| 倒角(Chamfer Edge) | 刀刃強度更高 | 重切削、硬材料 |
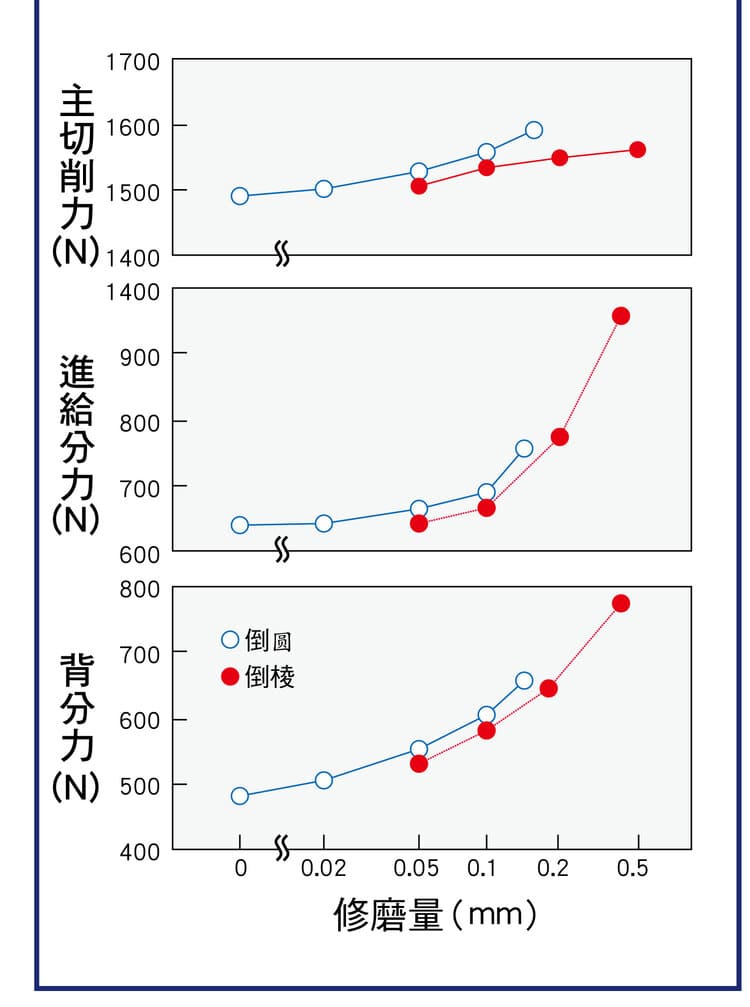
五、修磨量與切削力、振動的關係
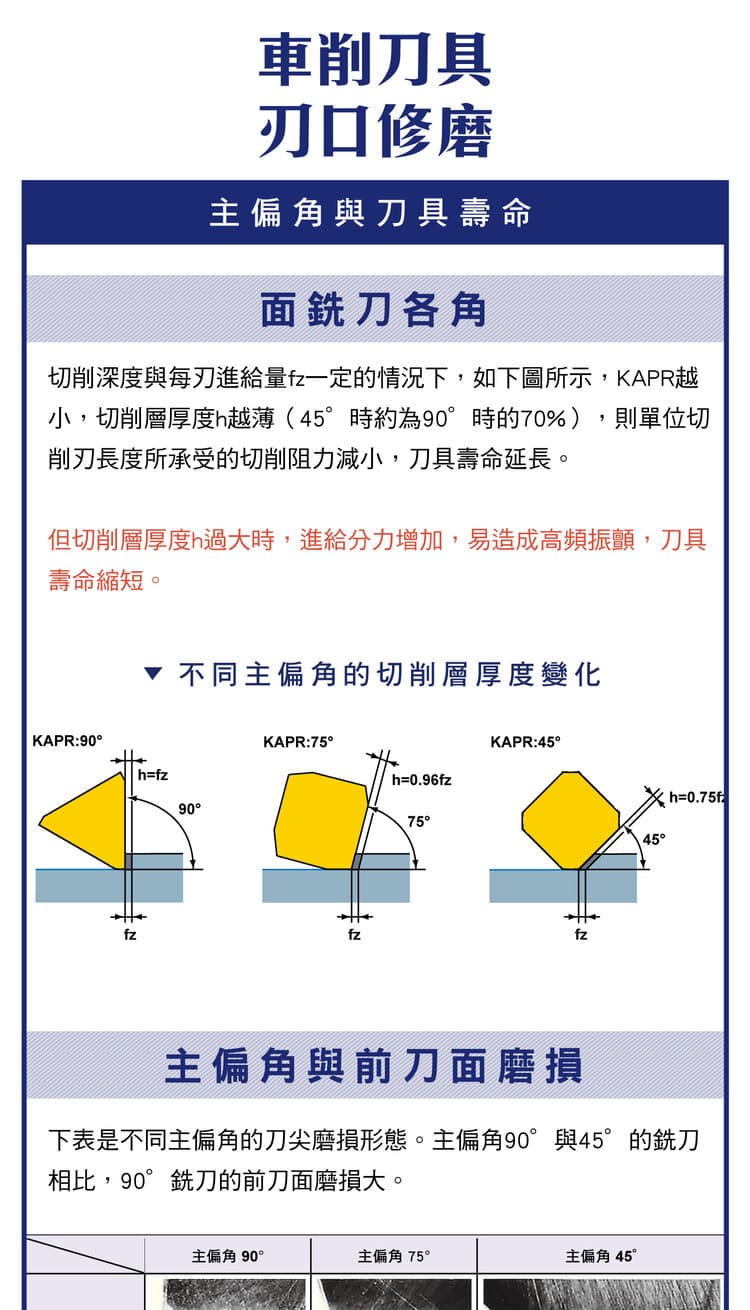
修磨量增加,主切削力、進給分力與背分力都上升,加工穩定性提高但機台負載增加;修磨量過大時切削阻力增加容易振動,可降低修磨量或提升機台剛性。此外,主偏角較小時切屑厚度變薄、刀具負荷分散,壽命提升;但切削厚度過大時仍易振動與壽命下降。
| 面向 | 關係與對策 |
|---|---|
| 切削力 | 修磨量增加→主切削力/進給分力/背分力上升;穩定性提高但機台負載增加 |
| 振動 | 修磨量大→阻力增加→易振動;對策:降低修磨量、提升機台剛性 |
| 主偏角 | 主偏角小→切屑變薄、負荷分散、壽命提升;但切削厚度過大易振動 |
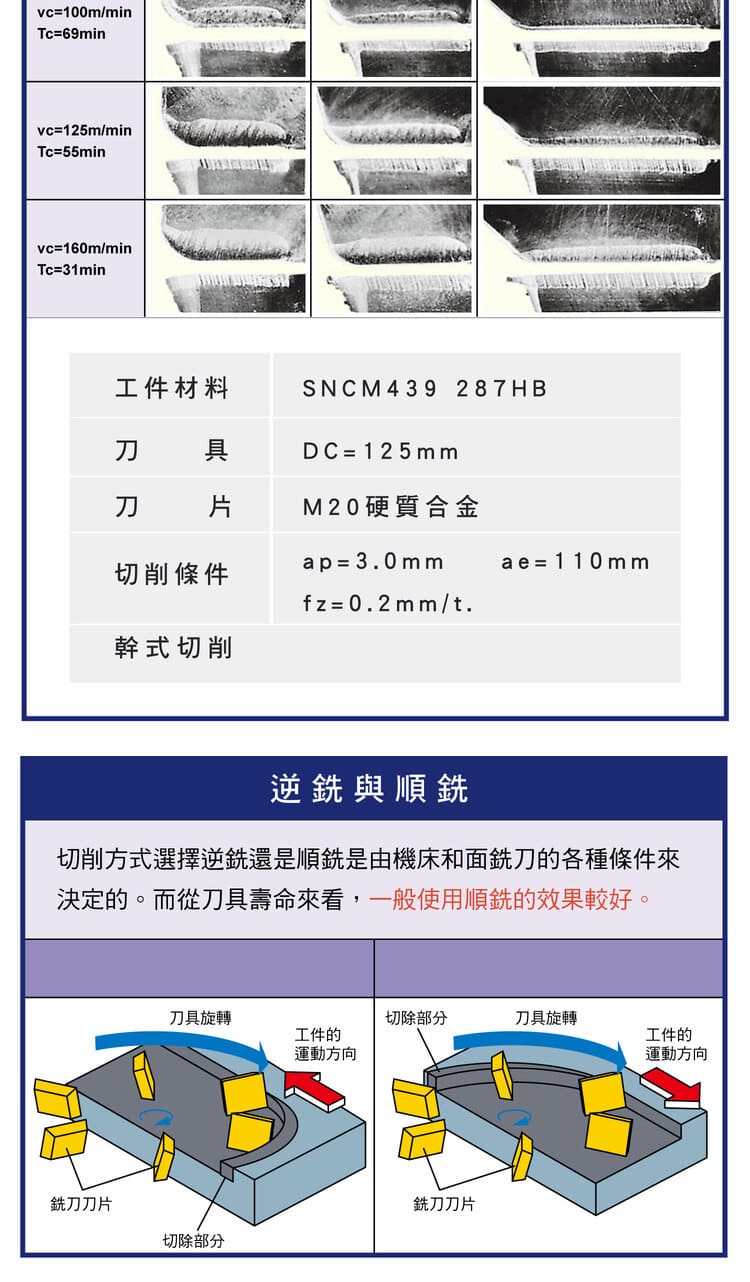
六、加工條件範例(參考值)
下表為刃口修磨搭配的加工條件範例,僅供參考;實際切削速度與進給請依材料、刀具與機台條件計算,不宜直接套用(見〈車削加工計算公式大全〉)。
| 項目 | 範例(參考值) |
|---|---|
| 材料 | SNCM439 |
| 刀片 | 鎢鋼 |
| 切削速度 vc | 約 160–200 m/min |
| 切削深度 ap | 約 1.5–3 mm |
| 進給量 f | 約 0.3–0.45 mm/rev |
七、應用建議與常見問題對策
小修磨量適用於精加工、軟材料、機台剛性差的情況;大修磨量適用於硬材料、斷續切削、機台剛性佳的情況。刀口修磨相關的磨耗型態見〈刀具磨損分析大全〉。
| 問題 | 原因 | 對策 |
|---|---|---|
| 刀具崩刃 | 修磨量不足 | 增加刃口強化 |
| 刀具磨耗過快 | 修磨量過小 | 增加修磨量 |
| 振動問題 | 修磨量過大 | 降低修磨量 |
| 加工阻力過高 | 刀刃過鈍 | 調整修磨形式 |
八、工程應用重點
以刃口修磨(Edge Preparation)、倒圓半徑(Honing Radius)、倒角寬度(Chamfer Width)為核心參數,控制目標為提升刀具壽命、降低崩刃風險、穩定加工品質,最終達成延長刀具使用時間、降低生產成本與提升加工效率。刀尖幾何(圓弧R)另見〈車削刀具圓弧半徑選擇指南〉。
常見問題 FAQ
Q:刃口修磨量該抓多少?
常用原則是修磨寬度約為進給量的 1/2。修磨量太小刀刃脆弱易崩,太大則切削阻力上升、易振動。應依材料硬度與加工型態,在強度與切削力之間取平衡。
Q:倒圓和倒角怎麼選?
倒圓(Honed)切削較平順、抗崩刃佳,適合一般加工;倒角(Chamfer)刀刃強度更高,適合重切削與硬材料。硬材料、斷續切削傾向倒角或較大修磨量,軟材料、精加工傾向倒圓或較小修磨量。
Q:修磨後為什麼反而振動變大?
修磨量過大會使切削阻力(含背分力)上升,超過機台剛性負荷即產生振動。可適度降低修磨量,並提升機台與夾持剛性,或搭配較小主偏角讓切屑變薄、負荷分散。
Q:硬材料加工刃口要怎麼處理?
硬材料與斷續切削建議加大修磨量或採倒角,以提高刀刃強度、降低崩刃風險;同時可適度降低切削深度、增加加工步數,並確保機台剛性與冷卻穩定。









