切削條件與加工精度比較
切削條件與加工面精度及刀具壽命之間存在明顯的權衡關係。降低每刃進給量可提升加工面品質,但可能縮短刀具壽命;提高進給或降低切削速度則有助於延長刀具壽命。根據加工需求,在表面精度與工具壽命之間取得平衡是關鍵。此外,4 刃銑刀在側面加工中相較於 2 刃具有更佳的加工效率與表面品質,是常見的最佳選擇。
切削條件與加工品質的關係
切削條件會同時影響加工面粗糙度、波浪紋、刀具磨耗與加工效率。其中,加工面品質與刀具壽命通常呈現相反趨勢——追求精度往往犧牲壽命,反之亦然。
以下兩張實測圖(圖一為加工面精度、圖二為刀具壽命)採用相同測試條件:
| 項目 | 設定 |
|---|---|
| 被削材 | S50C(HB220) |
| 加工方式 | 側面加工 |
| 每刃進給量 | a:38 μm/tooth、b:50 μm/tooth、c:76 μm/tooth |
| 切削速度 | 16.5 / 25.0 / 37.7 m/min |
| 比較刀具 | 2 枚刃 vs 4 枚刃 |
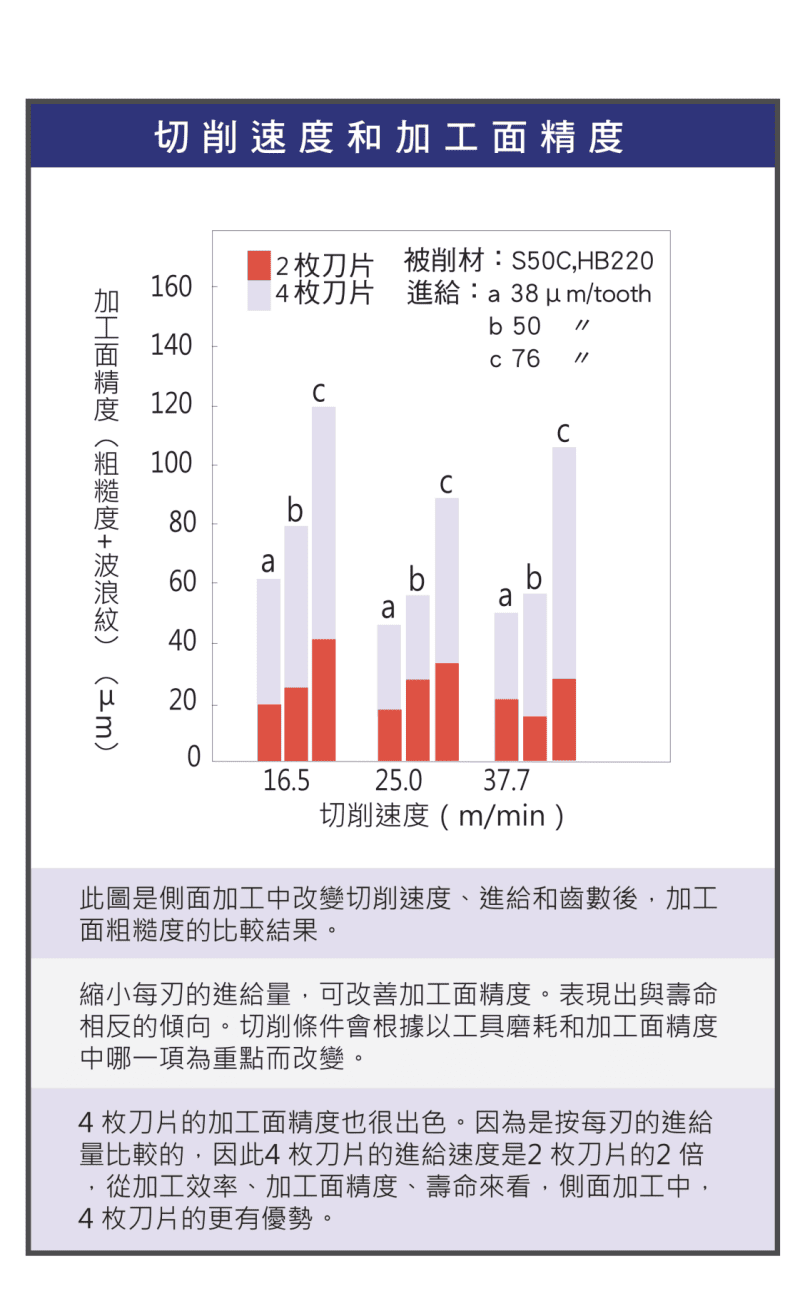
切削速度與加工面精度
在側面加工中,切削速度提高,加工面有機會改善;但速度過高會使刀具磨耗加快。
結論:需找到最佳切削速度,而非最高速度。
由下圖(加工面精度=粗糙度+波浪紋)可見:縮小每刃進給量可改善加工面精度,但此趨勢與刀具壽命相反;切削條件應依「工具磨耗」或「加工面精度」何者為重點而調整。4 刃銑刀的加工面精度也很出色。
進給量對加工品質影響
每刃進給量(Feed per tooth)越低,表面品質越好、粗糙度越低;但同時刀具壽命可能下降。
重點:過度降低進給量可能產生反效果。因壽命短而貿然降低進給量非常草率,反而可能適得其反。
齒數比較:2 刃 vs 4 刃
| 齒數 | 特性 |
|---|---|
| 4 刃銑刀 | 加工面精度較佳、加工效率較高、刀具壽命表現較平衡 |
| 2 刃銑刀 | 排屑能力佳,適合粗加工 |
關鍵差異:在相同每刃進給下,4 刃的進給速度為 2 刃的 2 倍。從加工效率、加工面精度與壽命綜合來看,側面加工中 4 刃更具優勢。欲了解齒數與螺旋角的選擇,請見〈銑刀種類與加工選擇指南〉。
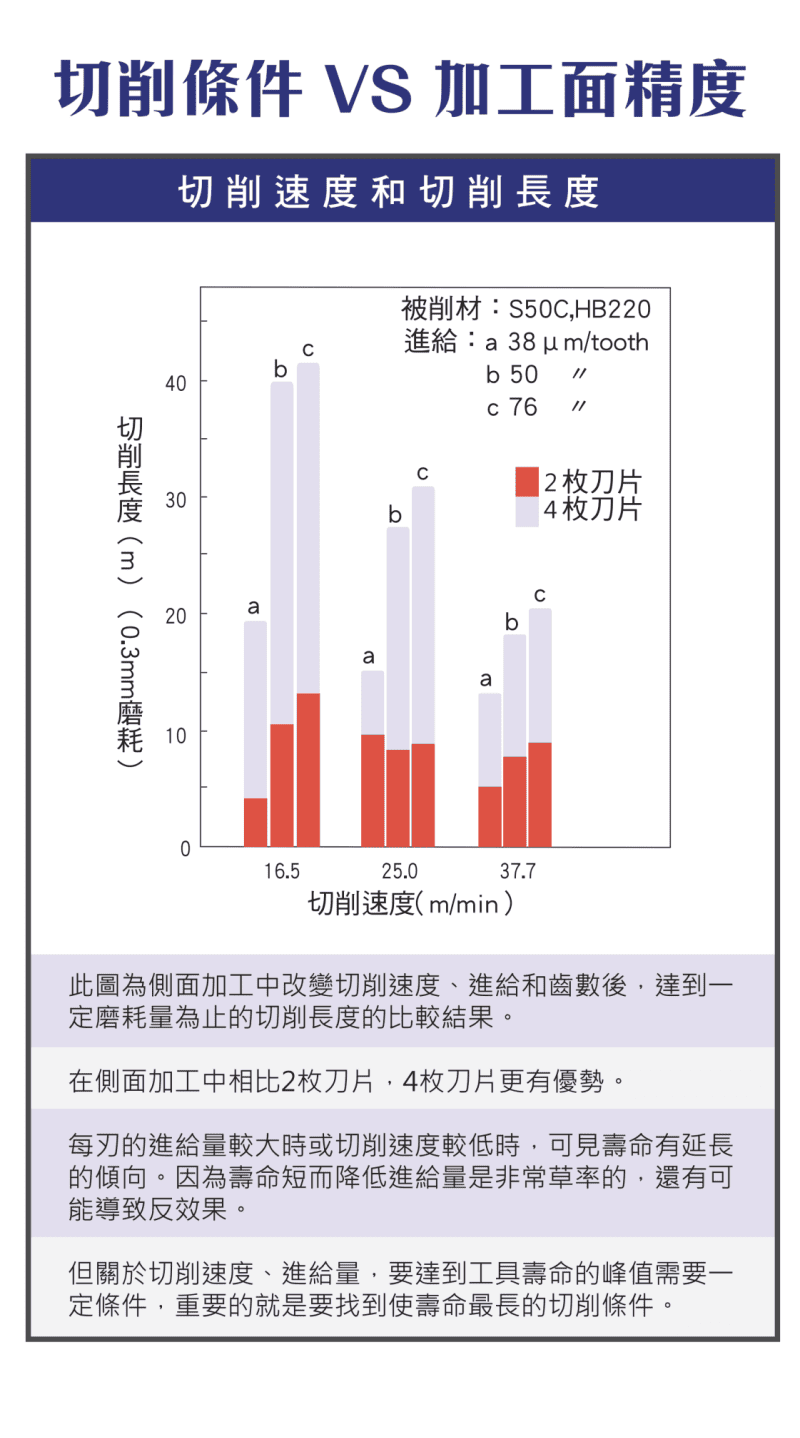
刀具壽命與切削條件
由下圖(切削長度=達到 0.3 mm 磨耗為止的壽命)可見:較低切削速度、較大進給量時,壽命有延長傾向。
但壽命的最佳點需透過實驗找出,並無固定通用參數;要達到工具壽命峰值需一定條件,重點是找到使壽命最長的切削條件。實際代入轉速與進給計算,請見〈立銑刀切削條件計算指南〉。
切削條件最佳化策略
需平衡三大目標:加工面精度、刀具壽命與加工效率。建議如下表:
| 加工需求 | 建議切削條件 |
|---|---|
| 精加工 | 低進給 + 中速 |
| 粗加工 | 高進給 + 低速 |
| 側面加工 | 優先選 4 刃 |
Q:加工面精度和刀具壽命可以兼得嗎?
A:通常呈相反趨勢——降低每刃進給可提升精度但縮短壽命,需依加工重點(精度或壽命)取捨平衡。
Q:切削速度越快加工面越好嗎?
A:側面加工中提高速度可能改善加工面,但過高會加速刀具磨耗;應找出最佳速度,而非一味追求最高速度。
Q:4 刃比 2 刃好在哪?
A:相同每刃進給下,4 刃的進給速度為 2 刃的 2 倍;側面加工的效率、加工面精度與壽命表現都更佳。2 刃則排屑佳、適合粗加工。
Q:為什麼壽命短不該只降進給?
A:壽命短而貿然降低進給量非常草率,可能適得其反;壽命峰值需靠實驗找出最佳切削條件,並無固定通用參數。









