立銑刀切削條件計算指南
立銑刀切削條件的設定直接影響加工效率、刀具壽命與加工品質。關鍵參數包含切削速度(vc)、轉速(n)與進給速度(vf),並需搭配刀具直徑、材料特性與切削深度進行計算。不同材料如鋼、不鏽鋼、鋁與鈦合金,對應不同的切削速度範圍與進給係數。透過正確的切削條件設定,可有效降低刀具磨耗、提升加工穩定性並最佳化整體 CNC 加工效能。
立銑刀切削條件的重要性
切削條件設定是 CNC 加工的核心,直接影響加工效率、表面品質、刀具壽命與機台負載。設定過高易導致刀具崩刃、折斷與加工面不良;設定過低則降低效率、增加成本。
基本計算流程
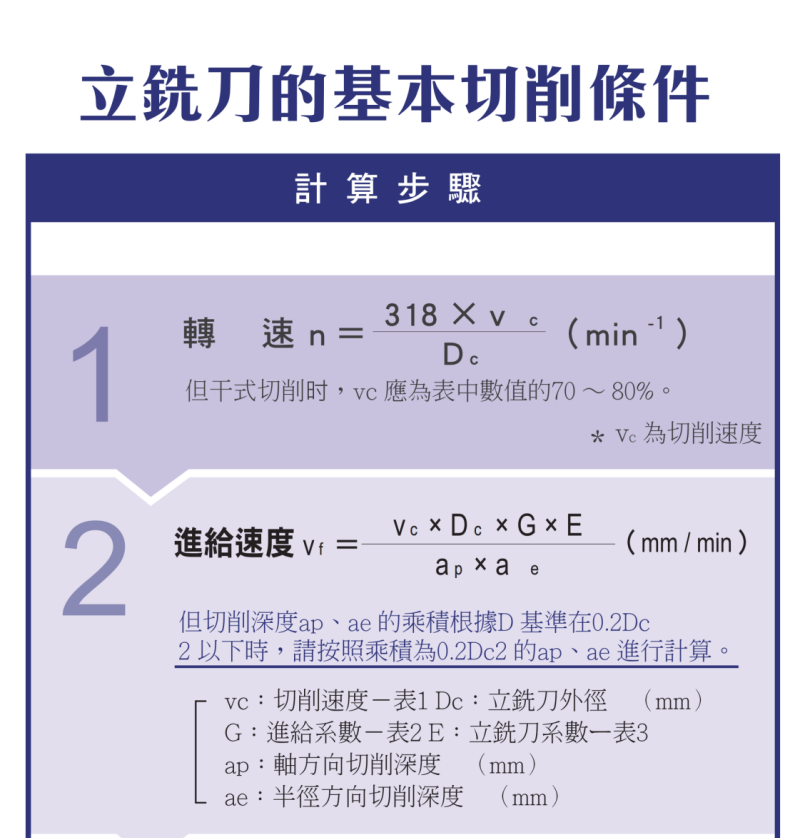
步驟一:計算轉速 n
n = 318 × vc ÷ Dc(min⁻¹)
- vc:切削速度(m/min)
- Dc:刀具直徑(mm)
- 乾式切削時,vc 應取表中數值的 70~80%。
步驟二:計算進給速度 vf
vf = (vc × Dc × G × E) ÷ (ap × ae)(mm/min)
- G:進給係數(查表②,依直徑與材料)
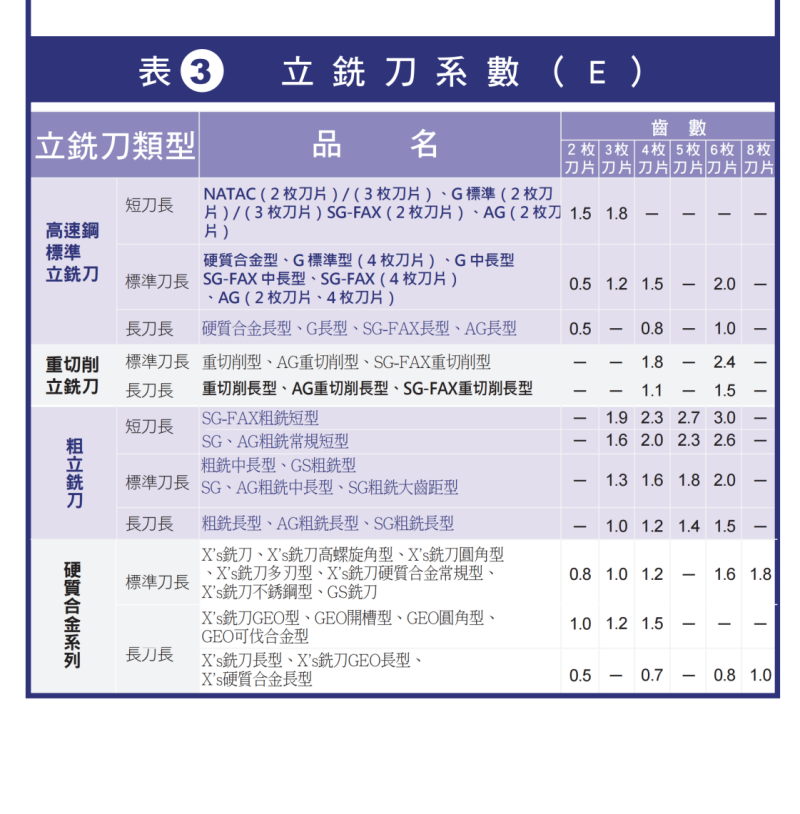
- E:刀具係數(查表③,依刀型與齒數)
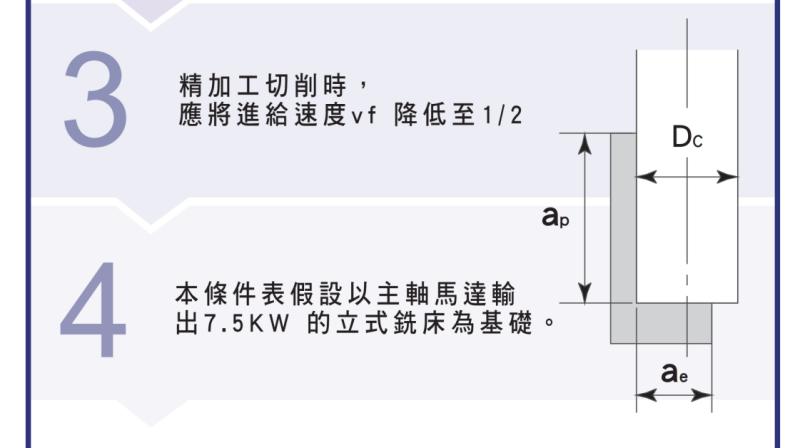
- ap:軸向切削深度(mm) ae:徑向切削深度(mm)
- 當 ap × ae 的乘積在 0.2Dc² 以下時,請以乘積 0.2Dc² 的 ap、ae 進行計算。
步驟三:精加工修正——精加工時進給速度 vf 需降低至 1/2。
※ 本條件表以主軸馬達輸出 7.5 kW 的立式銑床為基準。
切削速度選擇(vc)
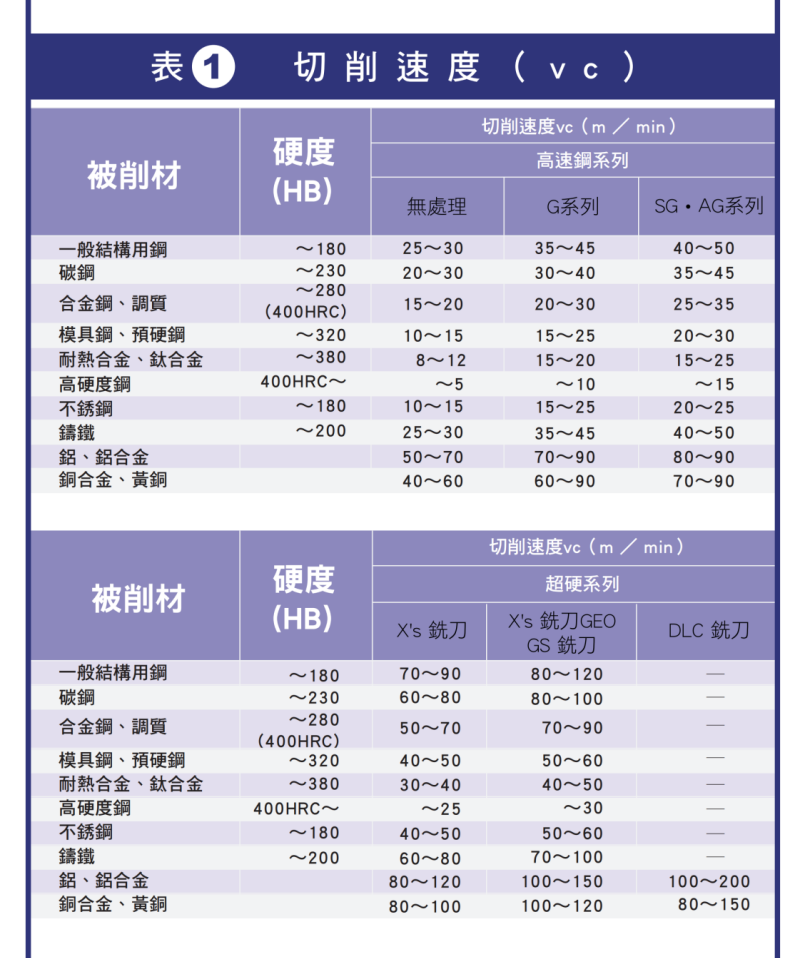
切削速度依被削材與刀具材質(高速鋼系列、超硬系列)而不同,單位為 m/min。
表① 切削速度 vc(高速鋼系列)
| 被削材 | 硬度 (HB) | 無處理 | G 系列 | SG・AG 系列 |
|---|---|---|---|---|
| 一般結構用鋼 | ~180 | 25~30 | 35~45 | 40~50 |
| 碳鋼 | ~230 | 20~30 | 30~40 | 35~45 |
| 合金鋼、調質 | ~280 (400HRC) | 15~20 | 20~30 | 25~35 |
| 模具鋼、預硬鋼 | ~320 | 10~15 | 15~25 | 20~30 |
| 耐熱合金、鈦合金 | ~380 | 8~12 | 15~20 | 15~25 |
| 高硬度鋼 | 400HRC~ | ~5 | ~10 | ~15 |
| 不鏽鋼 | ~180 | 10~15 | 15~25 | 20~25 |
| 鑄鐵 | ~200 | 25~30 | 35~45 | 40~50 |
| 鋁、鋁合金 | — | 50~70 | 70~90 | 80~90 |
| 銅合金、黃銅 | — | 40~60 | 60~90 | 70~90 |
表① 切削速度 vc(超硬系列)
| 被削材 | 硬度 (HB) | X's 銑刀 | X's 銑刀GEO/GS 銑刀 | DLC 銑刀 |
|---|---|---|---|---|
| 一般結構用鋼 | ~180 | 70~90 | 80~120 | — |
| 碳鋼 | ~230 | 60~80 | 80~100 | — |
| 合金鋼、調質 | ~280 (400HRC) | 50~70 | 70~90 | — |
| 模具鋼、預硬鋼 | ~320 | 40~50 | 50~60 | — |
| 耐熱合金、鈦合金 | ~380 | 30~40 | 40~50 | — |
| 高硬度鋼 | 400HRC~ | ~25 | ~30 | — |
| 不鏽鋼 | ~180 | 40~50 | 50~60 | — |
| 鑄鐵 | ~200 | 60~80 | 70~100 | — |
| 鋁、鋁合金 | — | 80~120 | 100~150 | 100~200 |
| 銅合金、黃銅 | — | 80~100 | 100~120 | 80~150 |
進給係數(G)說明
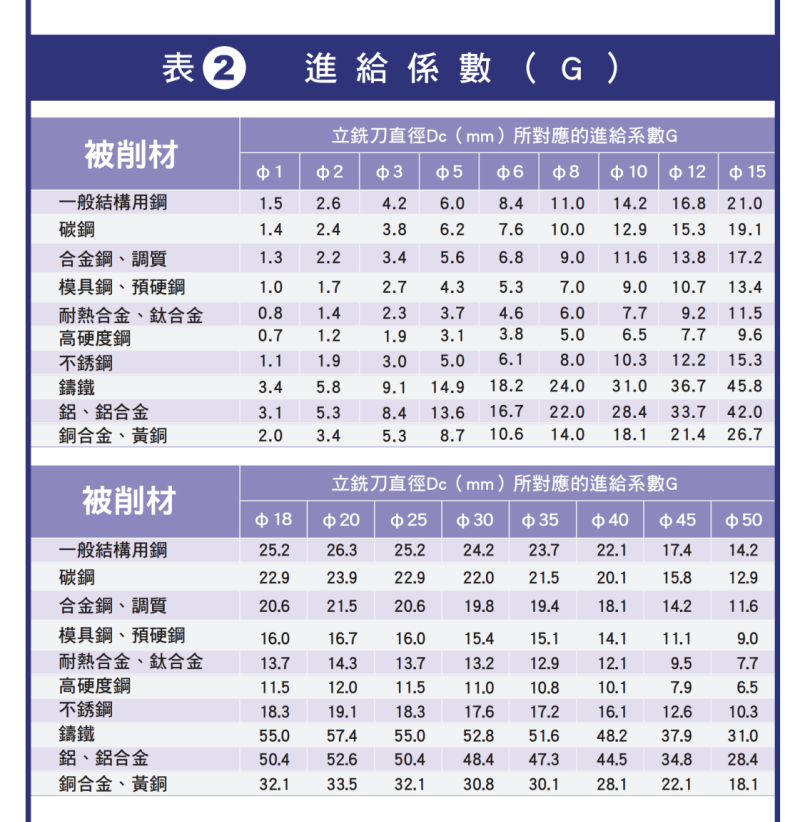
進給係數 G 依刀具直徑(φ1~φ50)與被削材而不同,代入 vf 公式計算進給速度。
表② 進給係數 G(φ1~φ15)
| 被削材 | φ1 | φ2 | φ3 | φ5 | φ6 | φ8 | φ10 | φ12 | φ15 |
|---|---|---|---|---|---|---|---|---|---|
| 一般結構用鋼 | 1.5 | 2.6 | 4.2 | 6.0 | 8.4 | 11.0 | 14.2 | 16.8 | 21.0 |
| 碳鋼 | 1.4 | 2.4 | 3.8 | 6.2 | 7.6 | 10.0 | 12.9 | 15.3 | 19.1 |
| 合金鋼、調質 | 1.3 | 2.2 | 3.4 | 5.6 | 6.8 | 9.0 | 11.6 | 13.8 | 17.2 |
| 模具鋼、預硬鋼 | 1.0 | 1.7 | 2.7 | 4.3 | 5.3 | 7.0 | 9.0 | 10.7 | 13.4 |
| 耐熱合金、鈦合金 | 0.8 | 1.4 | 2.3 | 3.7 | 4.6 | 6.0 | 7.7 | 9.2 | 11.5 |
| 高硬度鋼 | 0.7 | 1.2 | 1.9 | 3.1 | 3.8 | 5.0 | 6.5 | 7.7 | 9.6 |
| 不鏽鋼 | 1.1 | 1.9 | 3.0 | 5.0 | 6.1 | 8.0 | 10.3 | 12.2 | 15.3 |
| 鑄鐵 | 3.4 | 5.8 | 9.1 | 14.9 | 18.2 | 24.0 | 31.0 | 36.7 | 45.8 |
| 鋁、鋁合金 | 3.1 | 5.3 | 8.4 | 13.6 | 16.7 | 22.0 | 28.4 | 33.7 | 42.0 |
| 銅合金、黃銅 | 2.0 | 3.4 | 5.3 | 8.7 | 10.6 | 14.0 | 18.1 | 21.4 | 26.7 |
表② 進給係數 G(φ18~φ50)
| 被削材 | φ18 | φ20 | φ25 | φ30 | φ35 | φ40 | φ45 | φ50 |
|---|---|---|---|---|---|---|---|---|
| 一般結構用鋼 | 25.2 | 26.3 | 25.2 | 24.2 | 23.7 | 22.1 | 17.4 | 14.2 |
| 碳鋼 | 22.9 | 23.9 | 22.9 | 22.0 | 21.5 | 20.1 | 15.8 | 12.9 |
| 合金鋼、調質 | 20.6 | 21.5 | 20.6 | 19.8 | 19.4 | 18.1 | 14.2 | 11.6 |
| 模具鋼、預硬鋼 | 16.0 | 16.7 | 16.0 | 15.4 | 15.1 | 14.1 | 11.1 | 9.0 |
| 耐熱合金、鈦合金 | 13.7 | 14.3 | 13.7 | 13.2 | 12.9 | 12.1 | 9.5 | 7.7 |
| 高硬度鋼 | 11.5 | 12.0 | 11.5 | 11.0 | 10.8 | 10.1 | 7.9 | 6.5 |
| 不鏽鋼 | 18.3 | 19.1 | 18.3 | 17.6 | 17.2 | 16.1 | 12.6 | 10.3 |
| 鑄鐵 | 55.0 | 57.4 | 55.0 | 52.8 | 51.6 | 48.2 | 37.9 | 31.0 |
| 鋁、鋁合金 | 50.4 | 52.6 | 50.4 | 48.4 | 47.3 | 44.5 | 34.8 | 28.4 |
| 銅合金、黃銅 | 32.1 | 33.5 | 32.1 | 30.8 | 30.1 | 28.1 | 22.1 | 18.1 |
刀具係數(E)說明
刀具係數 E 取決於立銑刀類型(標準、重切削、粗銑、鎢鋼)與齒數,代入 vf 公式。
| 類型 | 刀長 | 代表品名 | 2 枚刃 | 3 枚刃 | 4 枚刃 | 5 枚刃 | 6 枚刃 | 8 枚刃 |
|---|---|---|---|---|---|---|---|---|
| 高速鋼標準立銑刀 | 短刀長 | NATAC、G標準、SG-FAX、AG(2~3 枚刃) | 1.5 | 1.8 | — | — | — | — |
| 標準刀長 | 鎢鋼型、G標準/中長型、SG-FAX、AG | 0.5 | 1.2 | 1.5 | — | 2.0 | — | |
| 長刀長 | 鎢鋼長型、G長型、SG-FAX長型、AG長型 | 0.5 | — | 0.8 | — | 1.0 | — | |
| 重切削立銑刀 | 標準刀長 | 重切削型、AG/SG-FAX 重切削型 | — | — | 1.8 | — | 2.4 | — |
| 長刀長 | 重切削長型、AG/SG-FAX 重切削長型 | — | — | 1.1 | — | 1.5 | — | |
| 粗立銑刀 | 短刀長 | SG-FAX 粗銑短型 | — | 1.9 | 2.3 | 2.7 | 3.0 | — |
| 短刀長 | SG、AG 粗銑常規短型 | — | 1.6 | 2.0 | 2.3 | 2.6 | — | |
| 標準刀長 | 粗銑中長型、GS粗銑型、SG粗銑大齒距型 | — | 1.3 | 1.6 | 1.8 | 2.0 | — | |
| 長刀長 | 粗銑長型、AG/SG 粗銑長型 | — | 1.0 | 1.2 | 1.4 | 1.5 | — | |
| 鎢鋼系列 | 標準刀長 | X's 銑刀(高螺旋角/圓角/多刃/不鏽鋼型)、GS 銑刀 | 0.8 | 1.0 | 1.2 | — | 1.6 | 1.8 |
| 標準刀長 | X's 銑刀GEO 型、GEO 開槽/圓角/可伐合金型 | 1.0 | 1.2 | 1.5 | — | — | — | |
| 長刀長 | X's 銑刀長型、GEO 長型、鎢鋼長型 | 0.5 | — | 0.7 | — | 0.8 | 1.0 |
切削深度設定
切削深度分為軸向 ap 與徑向 ae。注意事項:
- ap × ae 不應超過刀具負荷限制。
- 建議基準約為 0.2Dc²。
- 刀具突出越長,剛性越低、彎曲越大,需降低切削深度與負荷,延伸閱讀〈銑刀刀長與彎曲關係解析〉。
切削條件設定實務建議
- 粗加工:提高進給速度、增加切削深度,以效率為主。
- 精加工:降低進給速度(vf 降至 1/2)、控制切削深度,以精度與表面品質為主。
- 乾式加工:切削速度降低至 70~80%,避免刀刃過熱。
切削條件設定不當會加速刀具磨耗與崩刃,延伸閱讀〈銑刀磨耗因素解析〉。
Q:立銑刀轉速怎麼算?
A:轉速 n = 318 × vc ÷ Dc,其中 vc 為切削速度(m/min)、Dc 為刀具直徑(mm)。先依被削材查切削速度,再代入公式求轉速。
Q:進給速度 vf 怎麼算?
A:vf = (vc × Dc × G × E) ÷ (ap × ae)。G 為進給係數(查表②,依直徑與材料)、E 為刀具係數(查表③,依刀型與齒數);精加工時 vf 需降為 1/2。
Q:乾式加工的切削條件要調整嗎?
A:需要。乾式切削時切削速度 vc 應取表中數值的 70~80%,以降低刀刃熱負荷、避免過早磨耗。
Q:切削深度上限怎麼抓?
A:ap × ae 不應超過刀具負荷限制,建議基準約 0.2Dc²;乘積在 0.2Dc² 以下時,以 0.2Dc² 反推 ap、ae。本條件表以 7.5 kW 立式銑床為基準。









