銑刀種類與加工選擇指南
銑刀種類與加工選擇需同時考量齒數與螺旋角設計,因為這兩大因素會直接影響加工精度、刀具壽命與排屑效率。2 刃與 4 刃銑刀在切削負荷、排屑能力與表面粗糙度上各有優勢,而螺旋角則影響切削阻力與加工穩定性。正確搭配刀具結構與加工條件,能有效提升 CNC 加工效率、降低振動與刀具磨耗,是刀具選型與製程最佳化的核心關鍵。
銑刀種類選擇的核心因素
銑刀選型主要取決於兩大關鍵:齒數(Flute Count)與螺旋角(Helix Angle)。這兩者會影響加工面精度、切削阻力、排屑能力與刀具壽命。
齒數選擇:2 刃 vs 4 刃
| 齒數 | 特性 | 適用 |
|---|---|---|
| 2 刃銑刀 | 排屑能力佳、不易堵屑 | 槽加工,以及鋁與有色金屬 |
| 4 刃銑刀 | 剛性高、加工面精度佳 | 精加工,以及鋼與鑄鐵 |
齒數對加工的影響
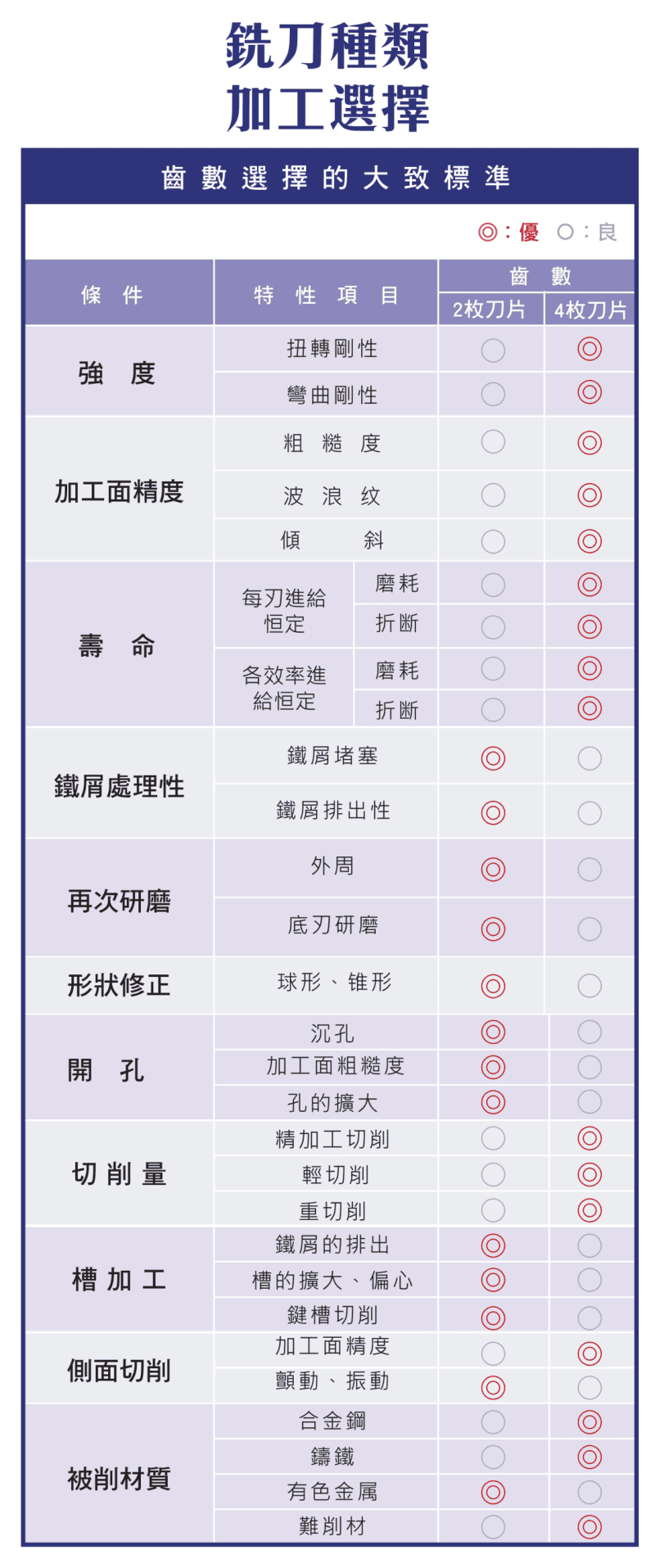
整體而言,多刃(4 刃)在精度、壽命與穩定性占優;少刃(2 刃)在排屑與再研磨占優。下表為齒數選擇的大致標準(◎:優 ○:良)。
| 條件 | 特性項目 | 2 枚刃 | 4 枚刃 |
|---|---|---|---|
| 強度 | 扭轉剛性 | ○ | ◎ |
| 彎曲剛性 | ○ | ◎ | |
| 加工面精度 | 粗糙度 | ○ | ◎ |
| 波浪紋 | ○ | ◎ | |
| 傾斜 | ○ | ◎ | |
| 壽命 | 每刃進給恆定・磨耗 | ○ | ◎ |
| 每刃進給恆定・折斷 | ○ | ◎ | |
| 各效率進給恆定・磨耗 | ○ | ◎ | |
| 各效率進給恆定・折斷 | ○ | ◎ | |
| 鐵屑處理性 | 鐵屑堵塞 | ◎ | ○ |
| 鐵屑排出性 | ◎ | ○ | |
| 再次研磨 | 外周 | ◎ | ○ |
| 底刃研磨 | ◎ | ○ | |
| 形狀修正 | 球形、錐形 | ◎ | ○ |
| 開孔 | 沉孔 | ◎ | ○ |
| 加工面粗糙度 | ◎ | ○ | |
| 孔的擴大 | ◎ | ○ | |
| 切削量 | 精加工切削 | ○ | ◎ |
| 輕切削 | ○ | ◎ | |
| 重切削 | ○ | ◎ | |
| 槽加工 | 鐵屑的排出 | ◎ | ○ |
| 槽的擴大、偏心 | ◎ | ○ | |
| 鍵槽切削 | ◎ | ○ | |
| 側面切削 | 加工面精度 | ○ | ◎ |
| 顫動、振動 | ◎ | ○ | |
| 被削材質 | 合金鋼 | ○ | ◎ |
| 鑄鐵 | ○ | ◎ | |
| 有色金屬 | ◎ | ○ | |
| 難削材 | ○ | ◎ |
螺旋角選擇
| 螺旋角 | 特性 | 適用 |
|---|---|---|
| 低螺旋角 | 切削阻力大 | 適合硬材料 |
| 標準螺旋角 | 平衡切削性能 | 一般通用加工 |
| 高螺旋角 | 切削平順、排屑佳 | 適合鋁材 |
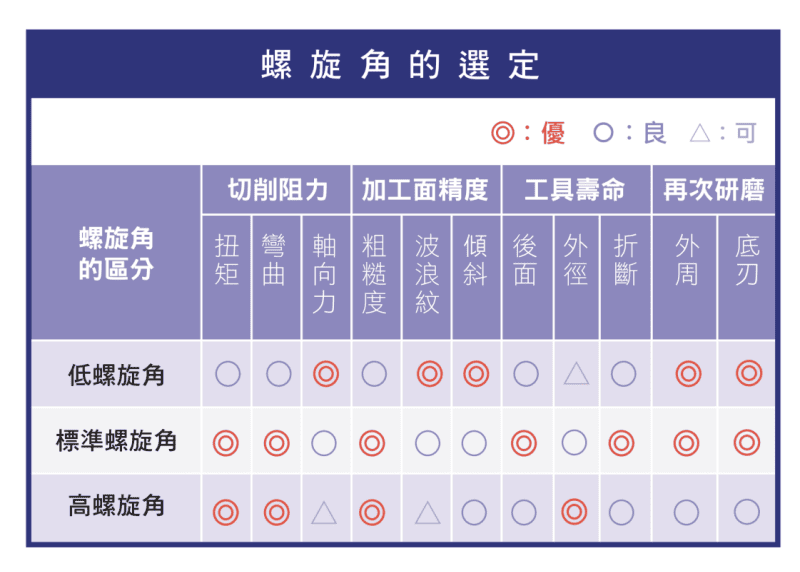
下表為螺旋角的選定大致標準(◎:優 ○:良 △:可)。
| 螺旋角區分 | 切削阻力 | 加工面精度 | 工具壽命 | 再次研磨 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 扭矩 | 彎曲 | 軸向力 | 粗糙度 | 波浪紋 | 傾斜 | 後面 | 外徑 | 折斷 | 外周 | 底刃 | |
| 低螺旋角 | ○ | ○ | ◎ | ○ | ◎ | ◎ | ○ | △ | ○ | ◎ | ◎ |
| 標準螺旋角 | ◎ | ◎ | ○ | ◎ | ○ | ○ | ◎ | ○ | ◎ | ◎ | ◎ |
| 高螺旋角 | ◎ | ◎ | △ | ◎ | △ | ○ | ◎ | ○ | ○ | ○ | ○ |
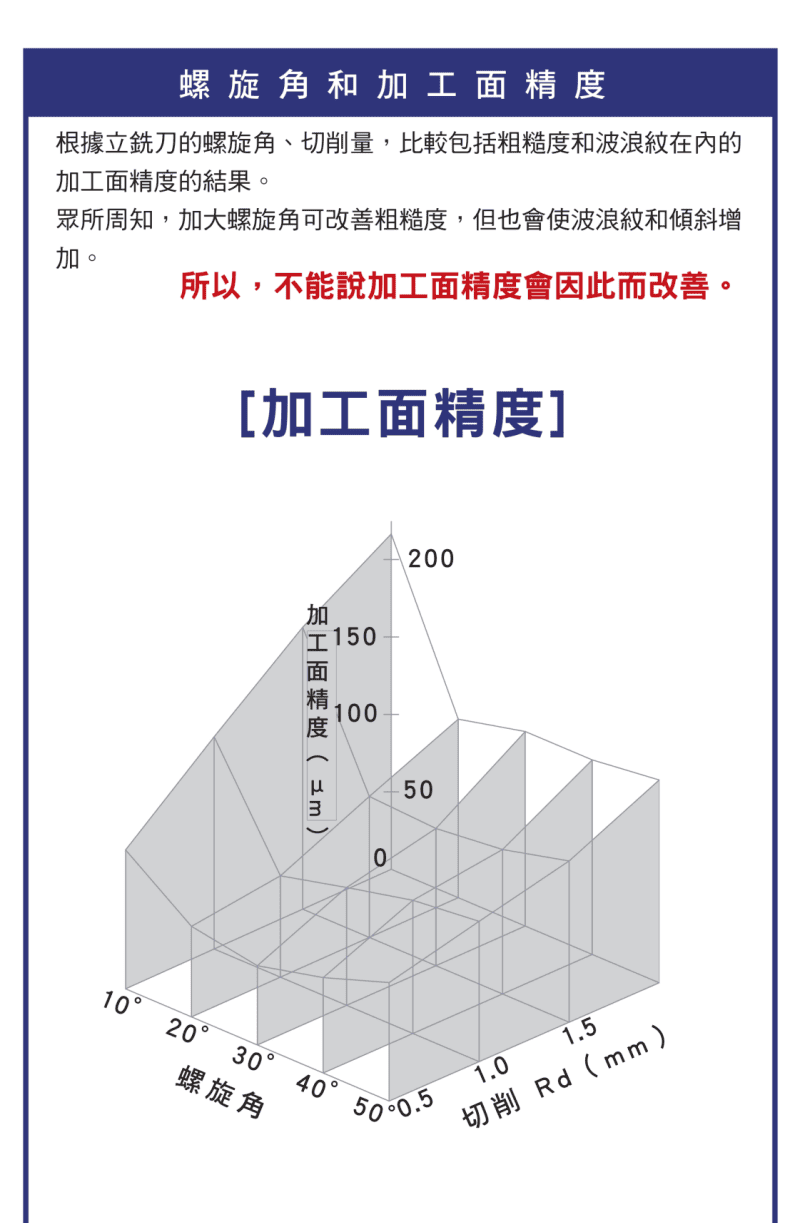
螺旋角與加工精度關係
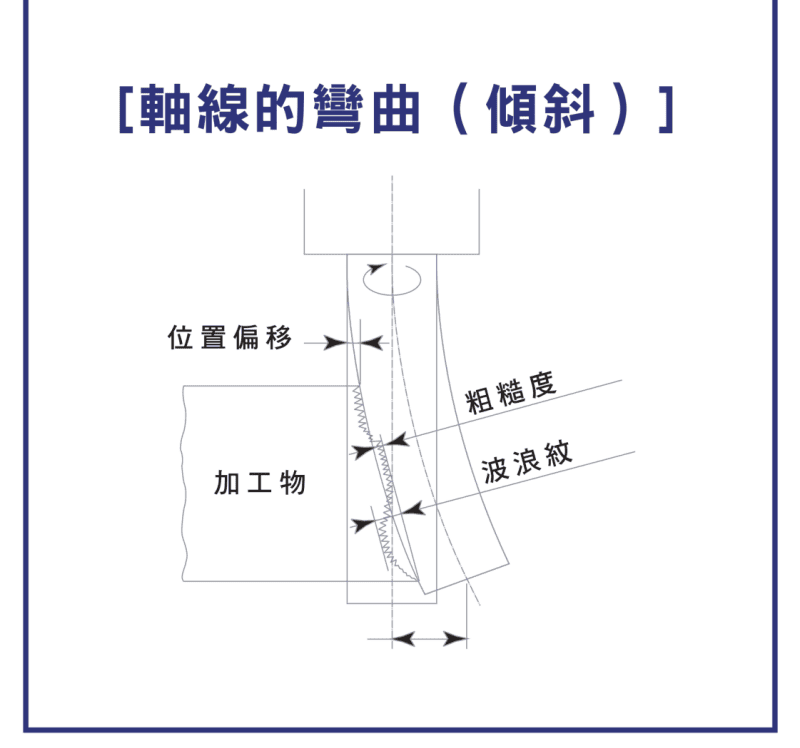
根據立銑刀的螺旋角與切削量,比較包含粗糙度與波浪紋在內的加工面精度結果可知:加大螺旋角可改善粗糙度,但同時會增加波浪紋與傾斜(軸線彎曲)。因此不能單純認定加工面精度會因螺旋角加大而改善。
結論:螺旋角並非越大越好,需依加工需求平衡選擇。
加工條件與刀具選擇建議
| 加工需求 | 建議選擇 |
|---|---|
| 槽加工 | 2 刃銑刀(排屑佳) |
| 側面加工 | 4 刃銑刀(精度佳) |
| 精加工 | 多刃 + 標準或高螺旋角 |
| 粗加工 | 少刃 + 強排屑設計 |
| 難削材料 | 低螺旋角 + 高剛性 |
| 鋁材加工 | 高螺旋角 + 少刃 |
齒數會影響切削條件計算中的刀具係數,延伸閱讀〈立銑刀切削條件計算指南〉;欲了解螺旋角、刃帶等結構名稱,請見〈立銑刀各部位名稱解析〉。
Q:2 刃和 4 刃銑刀怎麼選?
A:2 刃排屑佳、不易堵屑,適合槽加工與鋁、有色金屬;4 刃剛性高、精度佳,適合精加工與鋼、鑄鐵。
Q:螺旋角越大越好嗎?
A:不是。加大螺旋角可改善粗糙度,但會增加波浪紋與傾斜(軸線彎曲),需依加工需求平衡選擇。
Q:精加工該用幾刃、什麼螺旋角?
A:精加工建議多刃(4 刃以上)搭配標準或高螺旋角,以兼顧加工精度與表面品質。
Q:難削材料怎麼選刀?
A:難削材建議低螺旋角加高剛性刀具,以承受較大切削阻力、降低崩刃風險。
標籤
分享









