切削式絲攻 vs 擠壓絲攻:原理、差異與選用|CNC57
切削式絲攻與擠壓絲攻最大差異在於加工方式:切削式切斷金屬纖維並產生切屑,擠壓式則以塑性變形形成螺紋、不產生切屑。兩者在加工品質、螺紋強度、排屑需求與適用材料上有明顯差異。選對絲攻類型,可提升螺紋強度、加工穩定性與生產效率,是 CNC 攻牙的重要關鍵。
一、切削式絲攻加工原理
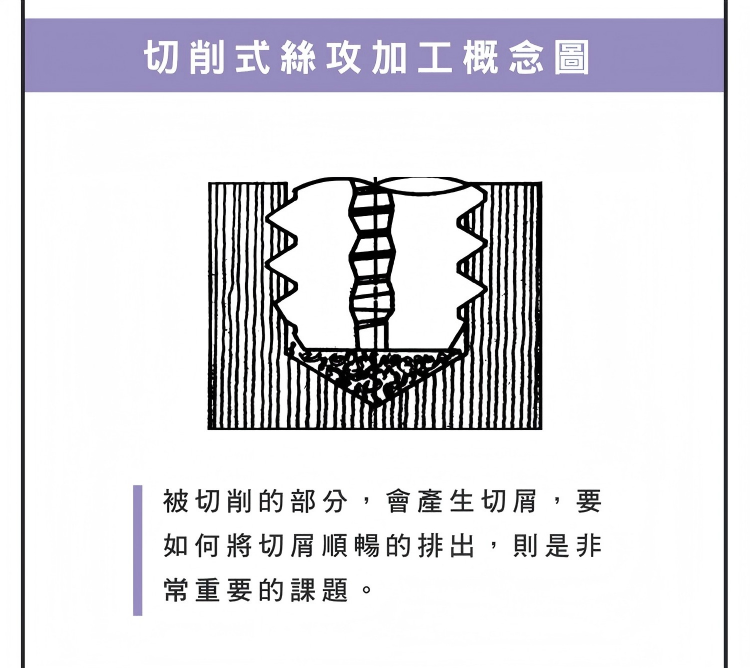
切削式絲攻以刀刃切削材料、直接切斷金屬纖維形成螺紋輪廓。加工會產生切屑,需考慮排屑是否順暢、避免切屑堆積。若排屑不良易造成卡屑、崩牙或斷刀,表面品質也受切削影響。適用多數材料,通孔或盲孔皆可。
二、擠壓絲攻加工原理
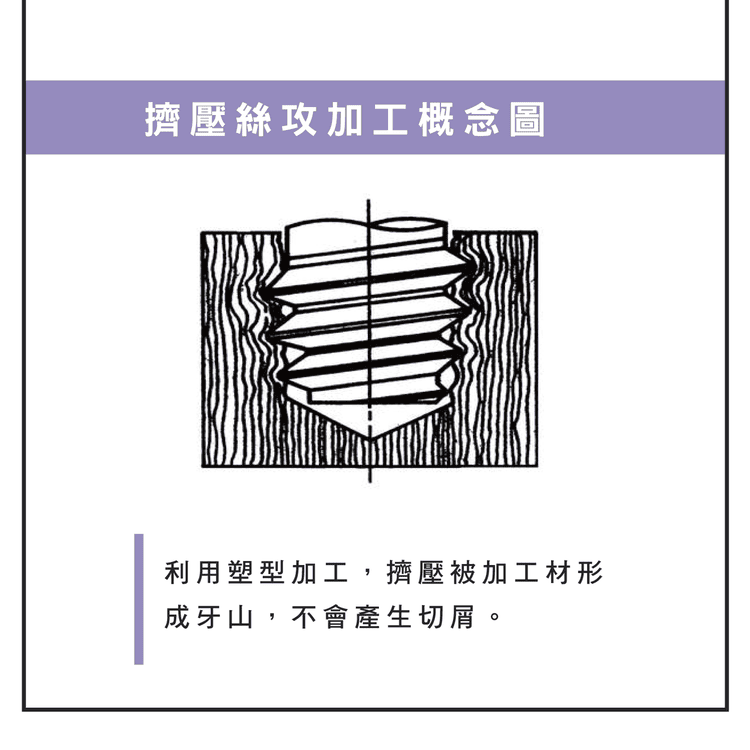
擠壓絲攻(Forming Tap)以塑性變形形成螺紋,金屬纖維不被切斷、形成更連續的金屬結構。無切削、無切屑、不需排屑空間,螺紋強度較高、表面光滑,不易崩牙、刀具壽命較長。
三、切削式 vs 擠壓式差異比較
| 比較項目 | 切削式絲攻 | 擠壓絲攻 |
|---|---|---|
| 加工方式 | 切斷材料(切削) | 塑性變形(擠壓) |
| 切屑 | 有切屑 | 無切屑 |
| 螺紋強度 | 一般 | 較高 |
| 排屑需求 | 必須 | 不需要 |
| 扭力 | 較低 | 較高(約 2~3 倍) |
| 刀具壽命 | 受切削刃磨耗 | 較長 |
四、適用材料比較
| 絲攻類型 | 適用材料 |
|---|---|
| 切削式絲攻 | 適用多數材料,含硬材料;脆性材料(如鑄鐵)也可 |
| 擠壓絲攻 | 延展性材料(鋁、銅、不鏽鋼、低碳鋼);不適脆性材料(如鑄鐵) |
五、選用建議
| 情境 | 建議 |
|---|---|
| 材料較硬、需通用加工 | 選切削式絲攻 |
| 需高強度螺紋、無法排屑環境、高速量產 | 選擠壓絲攻(材料須具延展性) |
擠壓詳解見〈擠壓絲攻完整指南〉;先端(通孔切削)見〈先端絲攻是什麼〉;底孔見〈螺紋底孔徑表(公制)〉;工具總覽見〈螺紋工具規格表〉。
常見問題 FAQ
Q:切削式和擠壓式最大的差別是什麼?
加工方式不同:切削式用刀刃切斷材料、會產生切屑;擠壓式以塑性變形擠出牙型、不產生切屑。因此兩者在排屑需求、螺紋強度與適用材料上明顯不同。
Q:擠壓式螺紋為什麼比較強?
擠壓成形時金屬纖維未被切斷、保持連續,螺紋結構更緊密,因此強度較高、表面光滑、中徑穩定。切削式則會切斷纖維,強度為一般水準。
Q:鑄鐵要用哪一種?
鑄鐵是脆性材料,無法塑性變形,只能用切削式絲攻。擠壓絲攻僅適用延展性材料(鋁、銅、不鏽鋼、低碳鋼等)。
Q:盲孔且要高強度該選哪種?
若材料具延展性,擠壓絲攻很適合:無切屑不怕孔底堆屑、螺紋強度高。若材料偏硬或脆,則改用切削式(盲孔搭配螺旋絲攻讓切屑往上帶出)。
標籤
分享









