擠壓絲攻完整指南:無屑攻牙、底孔與 G 級精度|CNC57
擠壓絲攻(Form Tap)利用塑性變形形成內螺紋,不產生切屑,特別適合盲孔加工與高速量產。相較切削絲攻,擠壓絲攻具高強度、不易斷裂、螺紋表面光滑與壽命長等優勢;但扭力較高、材料需具延展性,且底孔尺寸需精準控制。本文說明無屑攻牙原理、優缺點、種類與表面處理及選用重點;完整底孔徑、咬合率與 G 級請見底孔徑專篇。
一、擠壓絲攻是什麼
擠壓絲攻(Form Tap)以材料塑性流動形成內螺紋,與切削絲攻最大差異在於「不產生切屑」、以擠壓塑形形成牙型,特別適合盲孔加工。適用於鋁合金、銅、低碳鋼、不鏽鋼等具延展性的材料。
二、優點與缺點
| 優點 | 缺點/限制 |
|---|---|
| 無切屑、避免堵孔、降低清屑成本 | 扭力較高(約切削式的 2~3 倍),需高剛性機械 |
| 無排屑槽、芯徑大、剛性高、不易折損 | 僅適延展性材料,不適脆性材料(如鑄鐵) |
| 金屬纖維連續、螺紋強度高、表面光滑、中徑穩定 | 底孔尺寸要求嚴格(公差約牙距 5%) |
| 無切削刃磨耗、壽命長(表面處理後可達 2~20 倍) | 牙頂可能出現 U 型變形(屬正常塑性現象) |
三、使用注意事項
| 項目 | 重點 |
|---|---|
| 扭力 | 約切削式的 2~3 倍,需穩定加工條件與高剛性機械 |
| 材料 | 僅適延展性材料(鋁、銅、低碳鋼、不鏽鋼) |
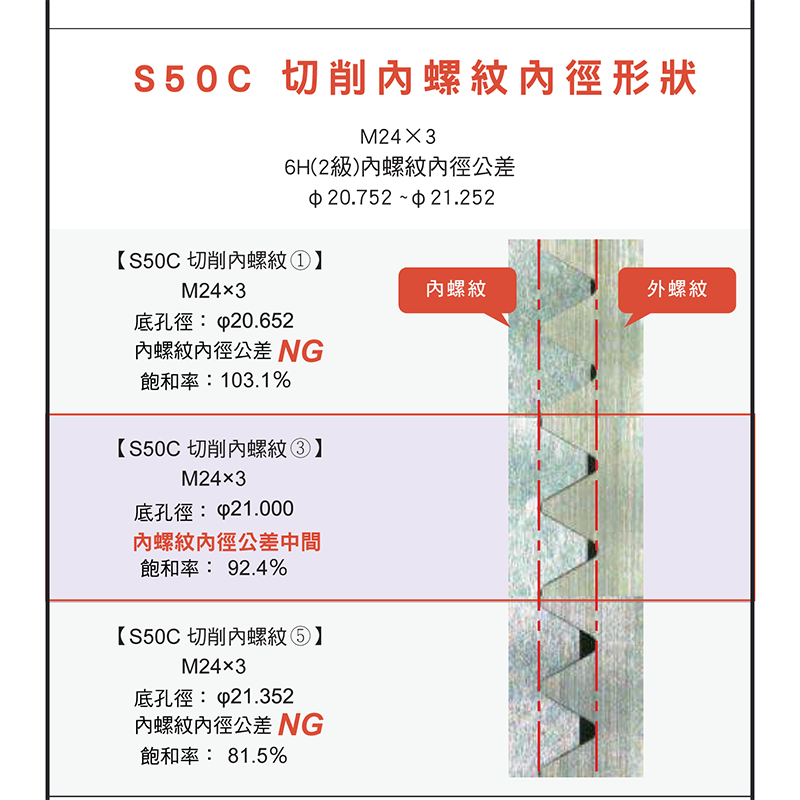
| 底孔 | 公差約牙距 5%:過小扭力過高、過大強度不足 |
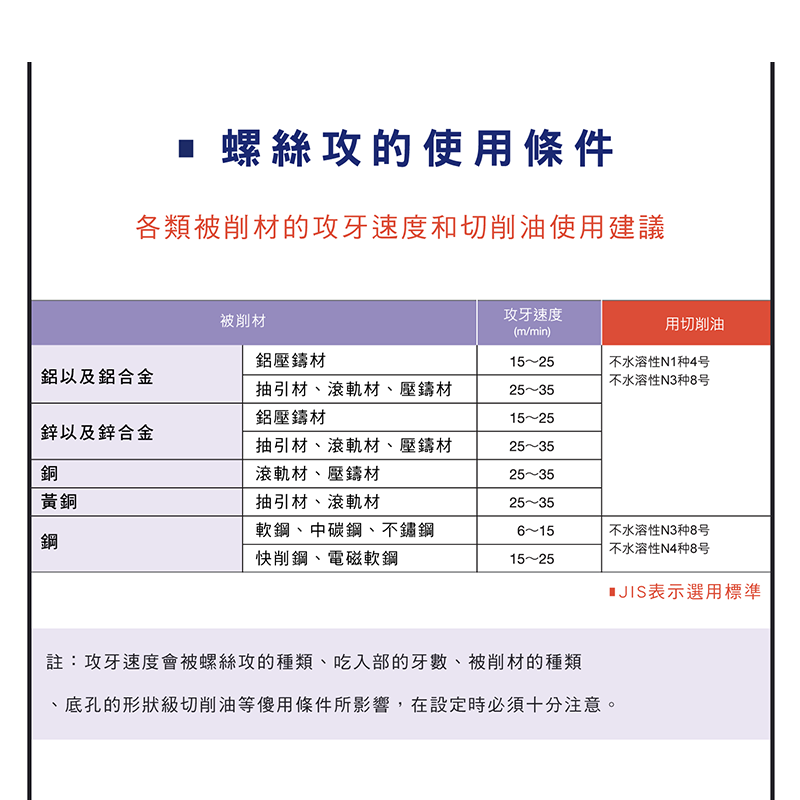
| 潤滑 | 須用高潤滑油,減少摩擦與熔著 |
四、種類與表面處理
常見類型有標準型擠壓絲攻、非鐵金屬專用型、表面處理型(氮化、TiN、TiCN)與免油潤滑型。選擇重點依材料種類、加工速度與是否需乾式加工而定;適當表面處理可顯著提升耐磨與壽命。
五、應用建議
擠壓絲攻適合盲孔加工、高強度螺紋需求與高速量產;不適用脆性材料(如鑄鐵)與低剛性設備。搭配 90% 咬合率、正確底孔、高潤滑油與適當表面處理型號,可兼顧螺紋強度、壽命與加工穩定性。
底孔徑怎麼抓?擠壓底孔、咬合率(100/90/80%)與 G 級選擇,詳見〈擠壓絲攻底孔徑完整指南〉。
切削 vs 擠壓比較見〈切削式絲攻 vs 擠壓絲攻〉;一般底孔見〈螺紋底孔徑表(公制)〉;精度等級見〈螺絲攻內螺紋精度等級解析〉;工具總覽見〈螺紋工具規格表〉。
常見問題 FAQ
Q:擠壓絲攻為什麼不產生切屑?
因為它以塑性變形「擠」出牙型,而非切削去除材料,金屬纖維保持連續。沒有切屑就不需排屑空間,特別適合盲孔與難排屑環境。
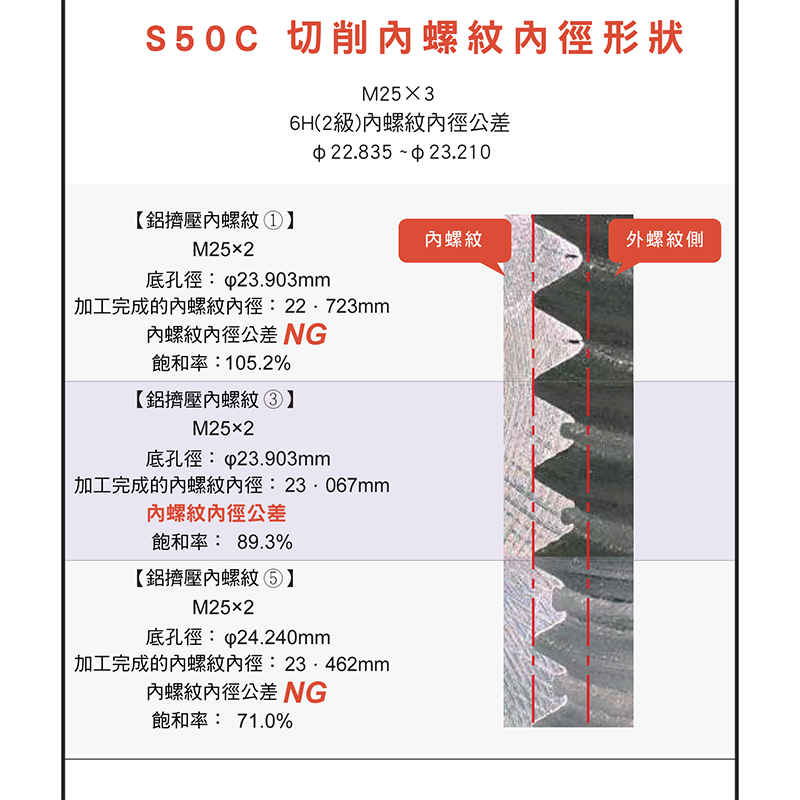
Q:擠壓底孔為什麼要比切削大?
因為擠壓是把材料往牙型推,需要多一點材料被擠上來成形。底孔太小會使扭力暴增甚至斷刀、太大則牙型不足強度下降,公差約控制在牙距的 5%,建議以 90% 咬合率為基準。
Q:哪些材料不能用擠壓絲攻?
脆性材料(如鑄鐵)不適用,因為無法塑性變形、會崩裂。擠壓絲攻適合延展性材料如鋁、銅、低碳鋼與不鏽鋼。
Q:牙頂出現 U 型缺口是不良嗎?
不是。擠壓成形時牙頂常出現 U 型(或稱分叉)頂部,屬正常塑性變形現象,不影響螺紋功能與強度,與切削爛牙不同。









