鑽頭加工異常排除指南:折斷、孔徑、毛邊原因與對策|CNC57
鑽孔加工異常會直接影響孔精度、效率與刀具壽命。常見問題包含鑽頭折斷、孔徑偏差、振動、鐵屑堵塞、孔壁粗糙、毛邊與異常磨耗,主因多來自切削條件不當、刀具剛性不足、切削油供給不足與刀具幾何不良。本文以「異常現象-原因-對策」系統化整理各類鑽孔故障,並提供排除流程,協助你快速恢復加工穩定、降低不良率。
一、常見異常類型
鑽孔常見異常可分為刀具損壞、孔徑異常、表面品質不良與排屑問題四大類,直接影響加工精度、刀具壽命與生產效率。
二、異常現象-原因-對策對照表
| 異常現象 | 主要原因 | 對策 |
|---|---|---|
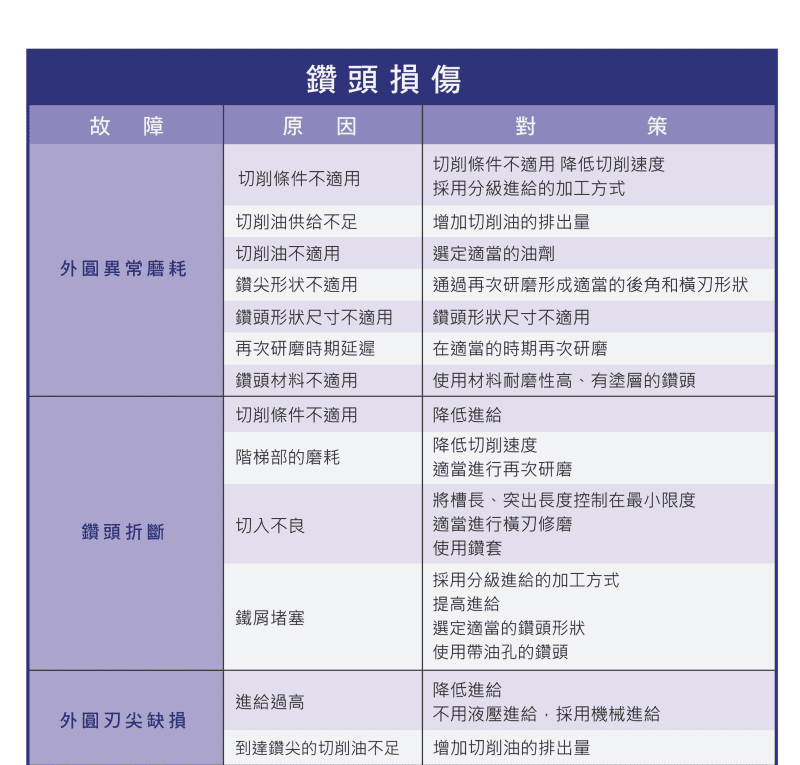
| 鑽頭折斷 | 進給過高、剛性不足、切削條件過高 | 降低進給與轉速、提升剛性、使用鑽套 |
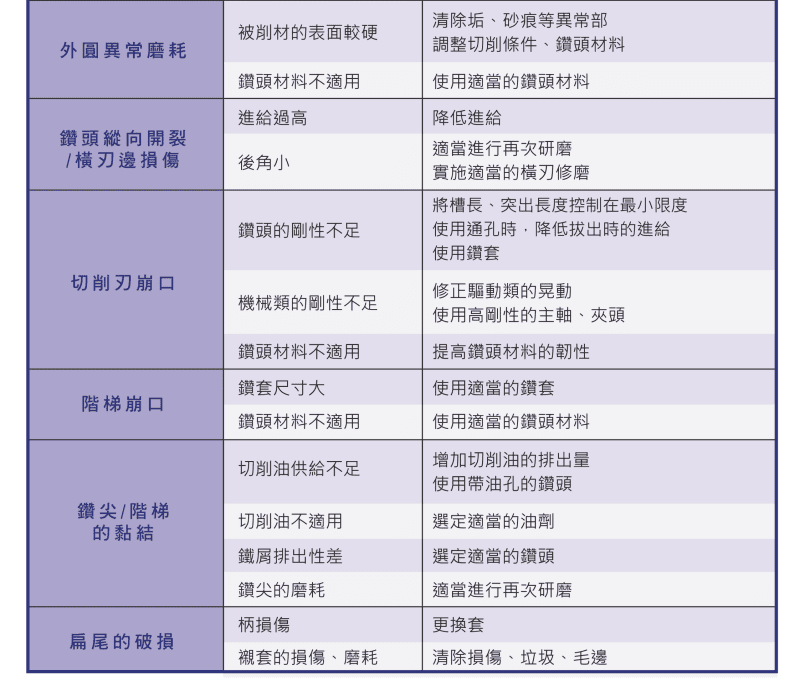
| 外圓刃/刀帶磨損 | 切削溫度過高、冷卻不足、摩擦過大 | 加強切削液、提高冷卻效率、選耐磨刀具 |
| 橫刃/刀尖崩損 | 切削阻力過大、進刀不穩 | 調整進給、改善刀具幾何 |
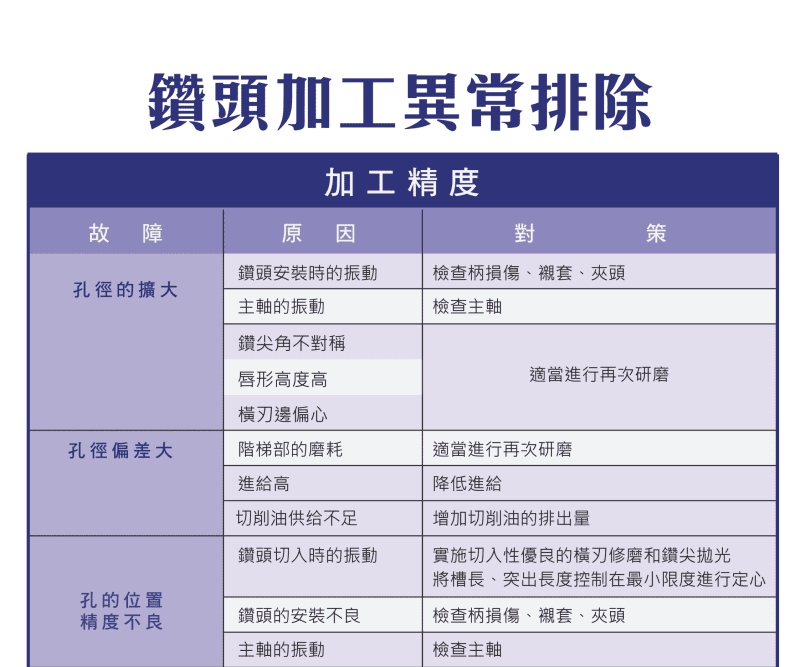
| 孔徑擴大 | 刀具擺動、振動、磨耗、剛性不足 | 重新研磨、提升夾持剛性、減少振動 |
| 孔徑縮小 | 刀具磨耗、切削熱膨脹 | 定期更換刀具、加強冷卻 |
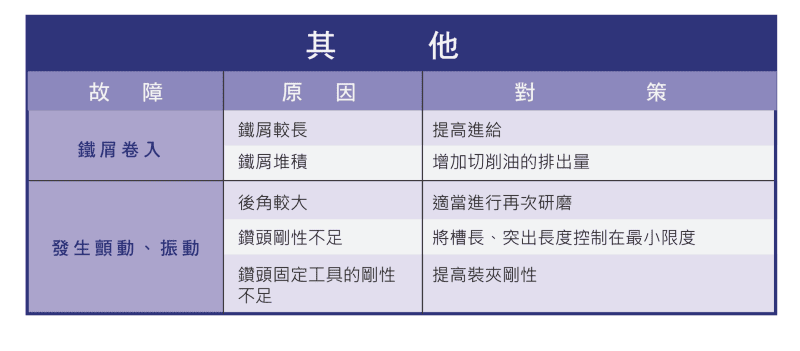
| 鐵屑堵塞/切屑過長 | 排屑不良、切削油不足 | 採分級(啄式)進給、增加油量、使用內冷鑽 |
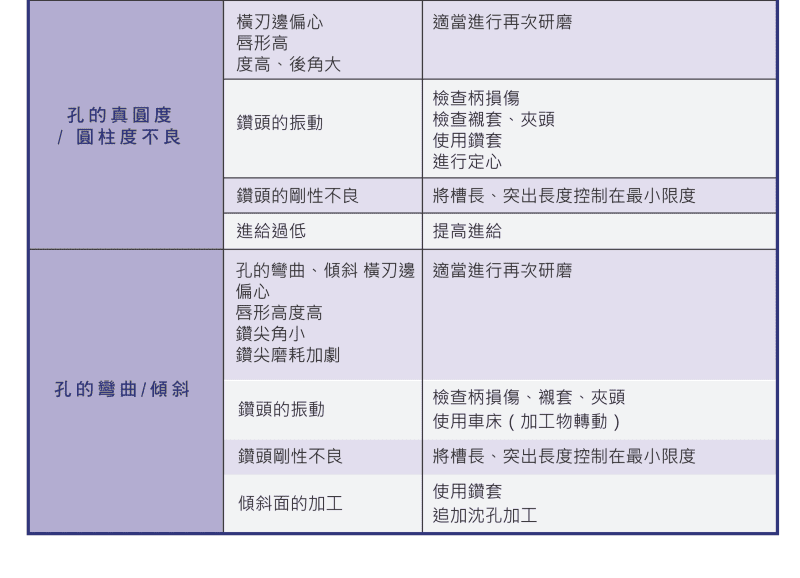
| 孔彎曲/直線度不良 | 機台精度不足、導向不穩、鑽尖不對稱 | 提升機台精度、改善夾持、對稱刃研磨 |
| 孔壁粗糙/振紋 | 刀具磨損、振動 | 降低切削速度、使用高精度刀具 |
| 毛邊 | 切削條件不當、刀具鈍化 | 調整切削條件、使用銳利刀具 |
三、常見根本原因
| 類別 | 情形 | 影響 |
|---|---|---|
| 刀具剛性不足 | 槽長過長、突出長度過大 | 振動增加、孔精度下降 |
| 刀具幾何不良 | 鑽尖角不對稱、橫刃偏心、後角不適 | 孔偏移、切入不良 |
| 機械與夾持 | 主軸振動、夾頭或襯套磨損 | 加工精度下降、振動加劇 |
四、重點對策說明
鑽頭折斷多與進給過高、剛性不足有關,應降低進給、提升剛性並善用鑽套導向。鐵屑堵塞可採分級(啄式)進給、增加切削油流量與使用內冷鑽改善;切削油的選擇可參考〈鑽孔切削油比較〉。孔徑與精度不良多來自振動與磨耗,需重磨並改善夾持剛性。刀具磨耗異常則調整切削條件並選用耐磨刀具,磨耗型態判讀見〈鑽頭磨耗因素解析〉。
五、系統化排除流程
| 步驟 | 動作 |
|---|---|
| 1 | 判斷異常現象(孔徑、表面、刀具、排屑) |
| 2 | 對應可能原因 |
| 3 | 調整切削條件(進給、轉速、冷卻) |
| 4 | 檢查刀具與設備(幾何、剛性、夾持) |
| 5 | 執行改善措施並複核 |
六、加工最佳化建議
控制槽長與突出長度、定期再研磨刀具、確保切削油供給穩定,並使用適當刀具材質與塗層,能從源頭降低異常發生率。切削條件的設定可搭配〈鑽頭切削參數設定指南〉。
常見問題 FAQ
Q:鑽頭一直折斷怎麼辦?
折斷多因進給過高或剛性不足。先降低進給與轉速、縮短刀具突出長度以提升剛性,並善用鑽套導向;深孔時改用啄式進給與內冷排屑。
Q:孔徑忽大忽小是什麼原因?
孔徑擴大多為振動、刀具擺動或磨耗;孔徑縮小多為刀具磨耗或切削熱膨脹。對策為重磨、提升夾持剛性、減少振動並加強冷卻與定期換刀。
Q:鑽出來的孔會歪、直線度不良?
多與機台精度、導向不穩或鑽尖不對稱有關。應提升機台精度與夾持系統、確保鑽尖對稱研磨,必要時先打定心點導向。
Q:孔口毛邊很多怎麼改善?
毛邊多因切削條件不當或刀具鈍化。可調整切削條件、更換銳利刀具,孔口加倒角或選用平頭刀型,並確保排屑順暢。
標籤
分享









