銑刀刃口選擇指南|尖銳刃與深長切口差異與加工影響
銑刀刃口設計直接影響加工精度、刀具強度與切削穩定性。常見刃口形式包含尖銳拐角與深長切口兩種,前者具備高鋒利度與精加工能力,後者則強化刀具強度與抗崩刃能力。不同刃口設計會影響加工殘留高度、切削負荷與排屑特性,特別是在球頭銑刀加工中,刃口幾何更會決定表面品質。正確選擇刃口形式,是提升加工效率與延長刀具壽命的關鍵。
銑刀刃口設計的重要性
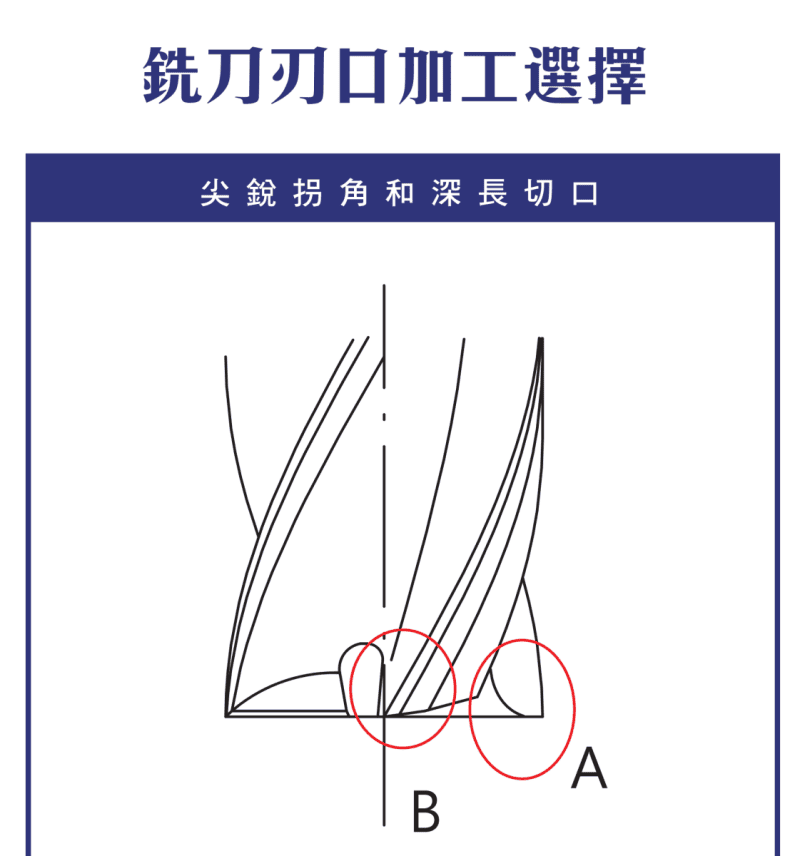
銑刀刃口幾何直接影響加工精度、切削阻力、刀具壽命與表面粗糙度。不同刃口設計會在加工效率與耐用度之間取得不同平衡。常見區分為尖銳拐角(圖中 B)與深長切口(圖中 A)兩型。
尖銳拐角刃口特性
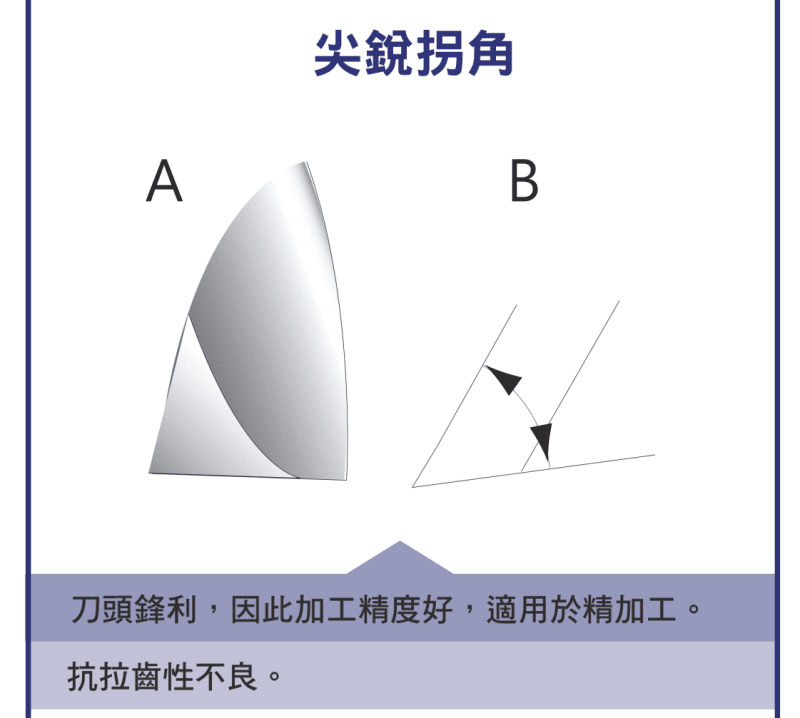
特點:刀頭鋒利、加工精度高,適合精加工。
限制:抗崩刃能力較差、強度較低。
適用情境:精密加工、表面品質要求高的場合。
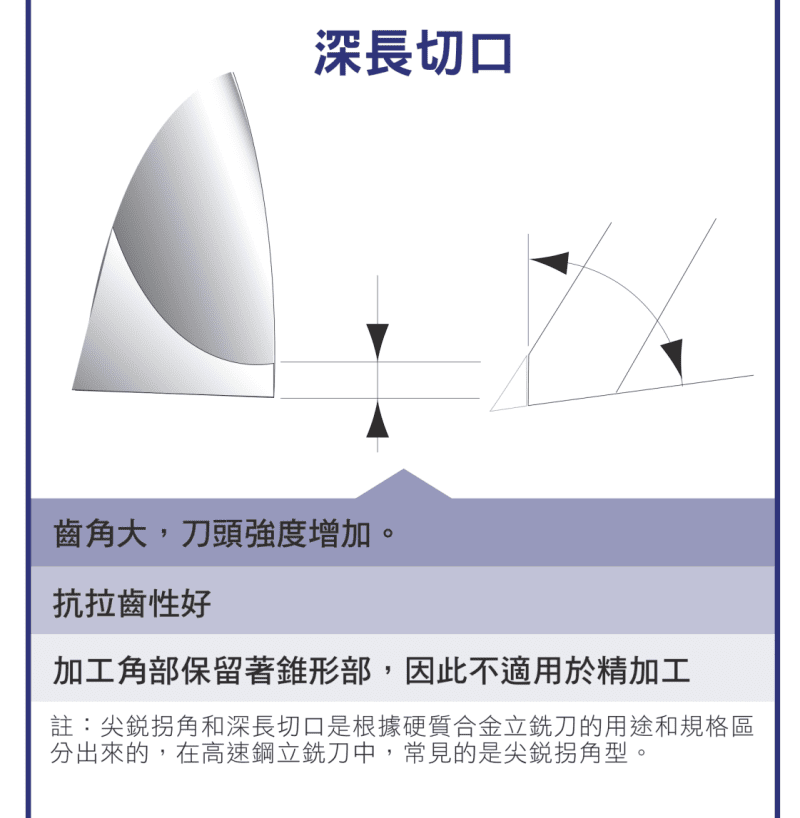
附註:尖銳拐角與深長切口是依鎢鋼立銑刀的用途與規格區分;高速鋼立銑刀則常見尖銳拐角型。
深長切口刃口特性
特點:刃角(齒角)較大、刀具強度提升、抗崩刃能力佳。
限制:加工角部會殘留錐形,不適合高精度精加工。
適用情境:粗加工、高負荷切削。
刃口設計對殘留量的影響
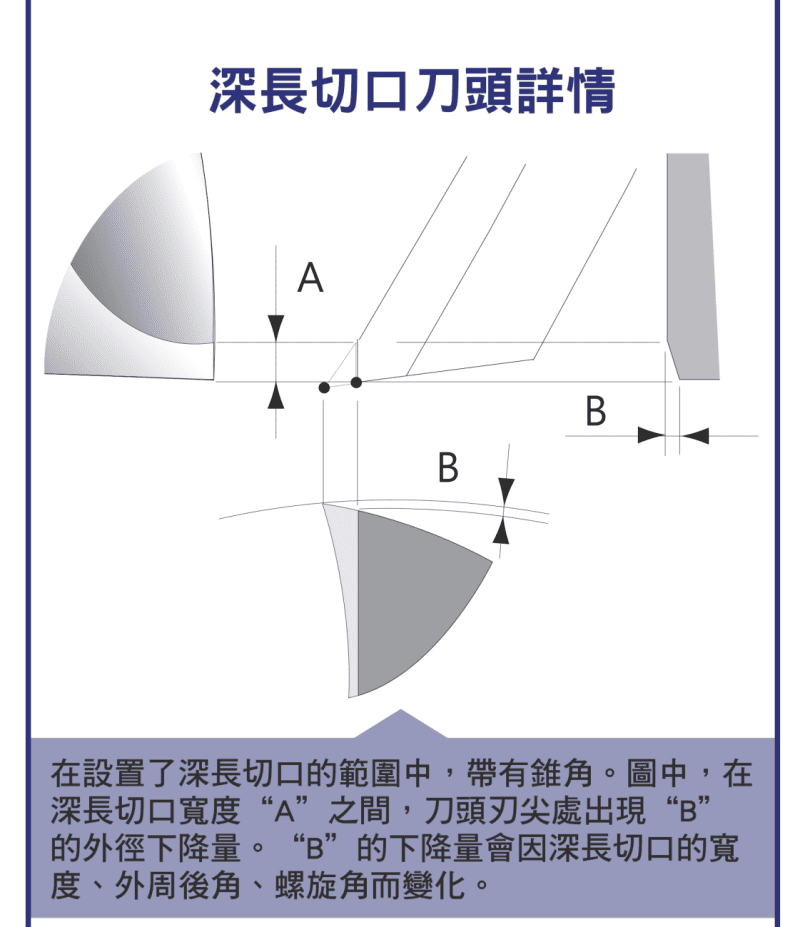
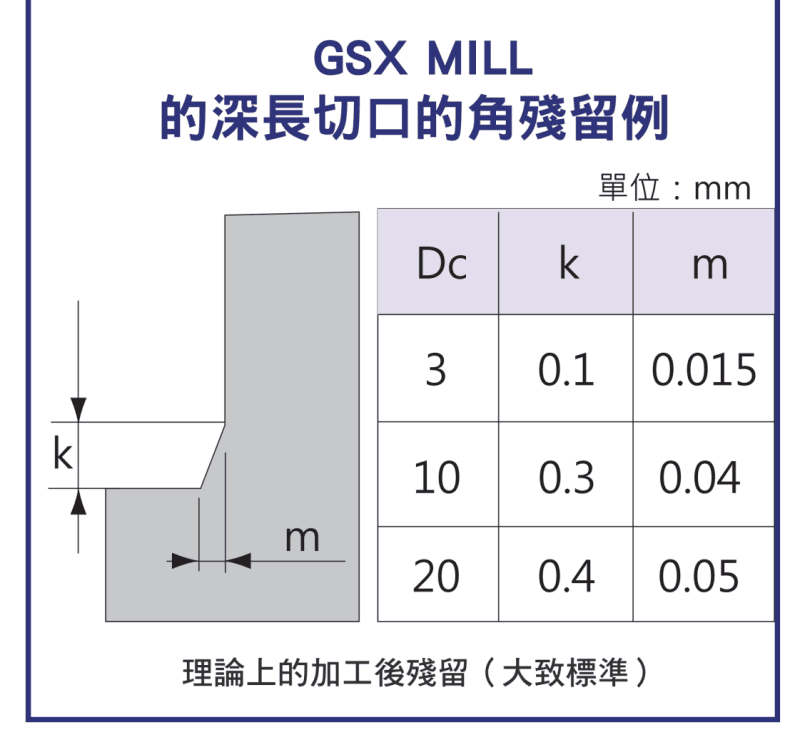
在深長切口設計中,刀具外徑會產生下降量(B)。如下圖,在深長切口寬度(A)範圍內,刀頭刃尖處會出現外徑下降量 B,使加工角部帶有錐角、產生殘留誤差。下降量 B 會因下列因素而變化:
- 切口寬度(A)
- 外周後角
- 螺旋角
下表為 GSX MILL 深長切口的角殘留理論值(大致標準,單位 mm):
| 刀具外徑 Dc(mm) | k(mm) | m(mm) |
|---|---|---|
| 3 | 0.1 | 0.015 |
| 10 | 0.3 | 0.04 |
| 20 | 0.4 | 0.05 |
球頭銑刀殘留高度概念
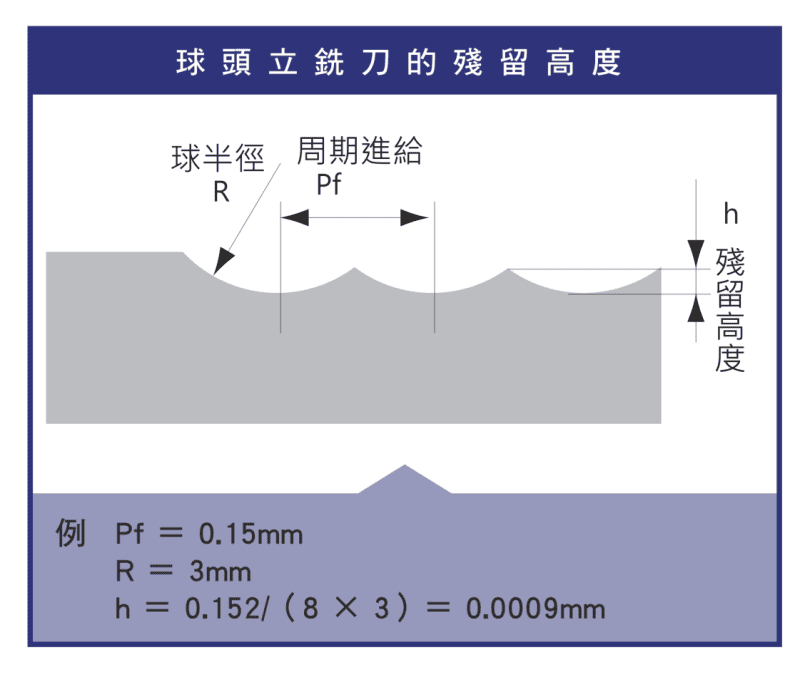
在曲面(3D)加工中,殘留高度(h)與球半徑(R)及進給間距(Pf)相關,公式為:
h = Pf² ÷ (8R)
特性:球半徑越大 → 表面越平滑;進給間距越小 → 殘留越低。此為影響 3D 加工表面品質的重要指標。
範例:Pf = 0.15 mm、R = 3 mm → h = 0.15² ÷ (8 × 3) ≈ 0.0009 mm。
刃口選擇建議
- 精加工:選擇尖銳刃口。
- 粗加工:選擇深長切口。
- 高強度加工:優先考慮刀具強度(深長切口)。
- 高表面品質:優先考慮刃口鋒利度(尖銳拐角)。
欲了解刃口、後角、刃帶等結構名稱,請見〈立銑刀各部位名稱解析〉;各種刀型(含球頭刀)的特性與選擇,請見〈立銑刀形狀與特長解析〉。
Q:尖銳拐角和深長切口差在哪?
A:尖銳拐角鋒利、精度高、適合精加工,但抗崩刃較差;深長切口齒角大、強度與抗崩刃佳,但角部會殘留錐形、不適合高精度精加工。
Q:精加工該選哪種刃口?
A:精加工選尖銳刃口(鋒利、精度高);粗加工或高負荷切削選深長切口(強度高、抗崩刃佳)。
Q:深長切口為什麼會殘留?
A:深長切口寬度 A 範圍內,刃尖會出現外徑下降量 B,使角部殘留錐形;下降量受切口寬度、外周後角與螺旋角影響。
Q:球頭銑刀的殘留高度怎麼算?
A:h = Pf² ÷ (8R),Pf 為進給間距、R 為球半徑;半徑越大、進給越小,殘留越低、表面越平滑。例:Pf=0.15、R=3 → h≈0.0009 mm。









