銑刀加工異常排除指南
銑刀加工異常會直接影響加工品質與刀具壽命,常見問題包含加工面粗糙、波浪紋、傾斜、顫動與刀具破損等。這些異常通常源自切削條件不當、刀具剛性不足或排屑不良。透過分析異常現象與對應原因(如切削速度過高、刀具突出過長、夾持剛性不足),即可快速制定改善對策。建立完整的排除邏輯,是提升 CNC 加工穩定性與降低成本的關鍵。
常見銑刀加工異常類型
銑刀加工異常可分為加工面不良與刀具損傷兩大方向,常見類型如下:
| 大類 | 異常類型 |
|---|---|
| 加工面不良 | 加工面粗糙 |
| 加工面波浪紋 | |
| 加工面傾斜 | |
| 加工面顫動 | |
| 刀具損傷 | 刀具磨耗與崩刃 |
| 刀具折斷 |
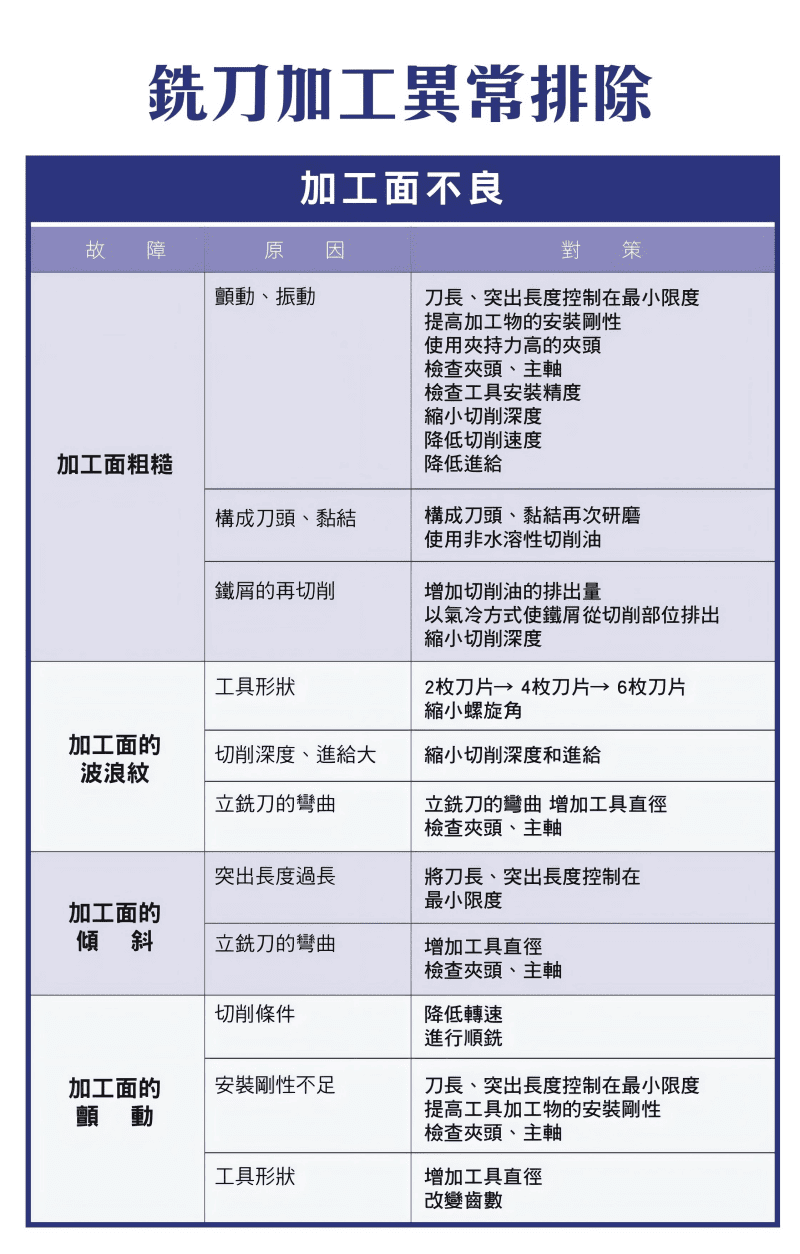
加工面不良原因與對策
針對四種常見的加工面不良,其原因與對策對照如下:
| 故障現象 | 原因 | 對策 |
|---|---|---|
| 加工面粗糙 | 顫動、振動 | 刀長與突出長度控制在最小限度;提高加工物安裝剛性;使用夾持力高的夾頭;檢查夾頭與主軸、工具安裝精度;縮小切削深度、降低切削速度與進給 |
| 構成刀頭、黏結 | 構成刀頭/黏結處重新研磨;使用非水溶性切削油 | |
| 鐵屑再切削 | 增加切削油排出量;以氣冷使鐵屑從切削部位排出;縮小切削深度 | |
| 加工面波浪紋 | 工具形狀 | 增加刃數(2 枚→4 枚→6 枚刀片);縮小螺旋角 |
| 切削深度、進給過大 | 縮小切削深度與進給 | |
| 立銑刀彎曲 | 增加工具直徑;檢查夾頭與主軸 | |
| 加工面傾斜 | 突出長度過長 | 將刀長與突出長度控制在最小限度 |
| 立銑刀彎曲 | 增加工具直徑;檢查夾頭與主軸 | |
| 加工面顫動 | 切削條件 | 降低轉速;改用順銑 |
| 安裝剛性不足 | 刀長與突出長度控制在最小限度;提高工具與加工物安裝剛性;檢查夾頭與主軸 | |
| 工具形狀 | 增加工具直徑;改變齒數 |
刀具損傷原因與對策
刀具損傷主要分為磨耗、崩刃與折斷三類(磨耗機制與壽命判定詳見〈銑刀磨耗因素解析〉):
| 損傷類型 | 原因 | 對策 |
|---|---|---|
| 刀具磨耗 | 切削速度過高、刀具材料不適 | 降低切削速度、使用耐磨塗層刀具、定期再研磨 |
| 刀具崩刃 | 切削阻力過大、齒角設計不佳、振動 | 改用圓角刀具、調整切削條件、提升刀具韌性 |
| 刀具折斷 | 切削負荷過大、剛性不足、刀具過長 | 縮短刀具長度、降低進給與切削深度、使用高剛性夾持系統 |
加工異常排除核心邏輯
| 步驟 | 內容 |
|---|---|
| 1. 判斷異常類型 | 表面不良/刀具損傷 |
| 2. 分析原因 | 切削條件/刀具/機台 |
| 3. 調整參數 | 速度/進給/切削深度 |
| 4. 改善設備 | 夾持/冷卻/排屑 |
實務最佳化建議
| 建議項目 | 說明 |
|---|---|
| 刀具突出長度 | 越短越好 |
| 夾持剛性 | 優先提升夾持剛性 |
| 切削負荷 | 避免過大切削負荷 |
| 加工參數 | 建立標準化加工參數 |
相關設備
刀具磨耗或輕微崩刃,可透過再研磨恢復刃口、重複使用,成本遠低於換新。延伸了解:銑刀研磨機(台灣製造・一年保固)。
Q:加工面粗糙怎麼改善?
A:先判斷原因——顫動/振動:縮短刀具突出長度、提高夾持剛性、降低切削深度與進給;構成刀頭/黏結:使用非水溶性切削油並重磨刃口;鐵屑再切削:增加切削油排出或以氣冷排屑、縮小切削深度。
Q:加工面出現波浪紋是什麼原因?
A:多為刀具剛性不足或彎曲、切削深度與進給過大。對策:增加刃數、縮小螺旋角、縮小切削深度與進給、增加刀具直徑並檢查夾頭與主軸。
Q:刀具一直崩刃或折斷怎麼辦?
A:崩刃多因切削阻力過大、齒角設計不佳或振動,可改用圓角刀具、調整切削條件;折斷多因切削負荷過大、剛性不足或刀具過長,應縮短刀長、降低進給與切削深度、提升夾持剛性。
Q:刀具磨耗造成的加工異常如何處理?
A:降低切削速度、選用耐磨塗層刀具,並定期再研磨恢復刃口(詳見〈銑刀磨耗因素解析〉)。再研磨可重複使用、降低刀具成本,可搭配銑刀研磨機進行。
標籤
分享









