擠壓絲攻底孔徑完整指南:公制美制、咬合率與 G 級|CNC57
擠壓絲攻(Form Tap)為無切削成形,底孔尺寸直接影響螺紋強度、扭矩與工具壽命,且要求比切削式更嚴格。本文提供公制與美制(UNC/UNF)擠壓底孔範例、100%/90%/80% 咬合率選擇與 G 級精度對照,並含 STI 螺紋護套底孔重點,協助快速選對鑽孔尺寸、降低斷刀並提升加工穩定。
一、擠壓底孔的重要性
擠壓靠塑性變形把材料「推」成牙型,不切削去料,因此底孔尺寸決定材料被擠上來的量,直接影響螺紋強度、攻牙扭矩與工具壽命。與切削絲攻相比,擠壓底孔的公差要求更嚴格(誤差約牙距 5%),且擠壓底孔通常「略大於」切削攻牙的底孔。
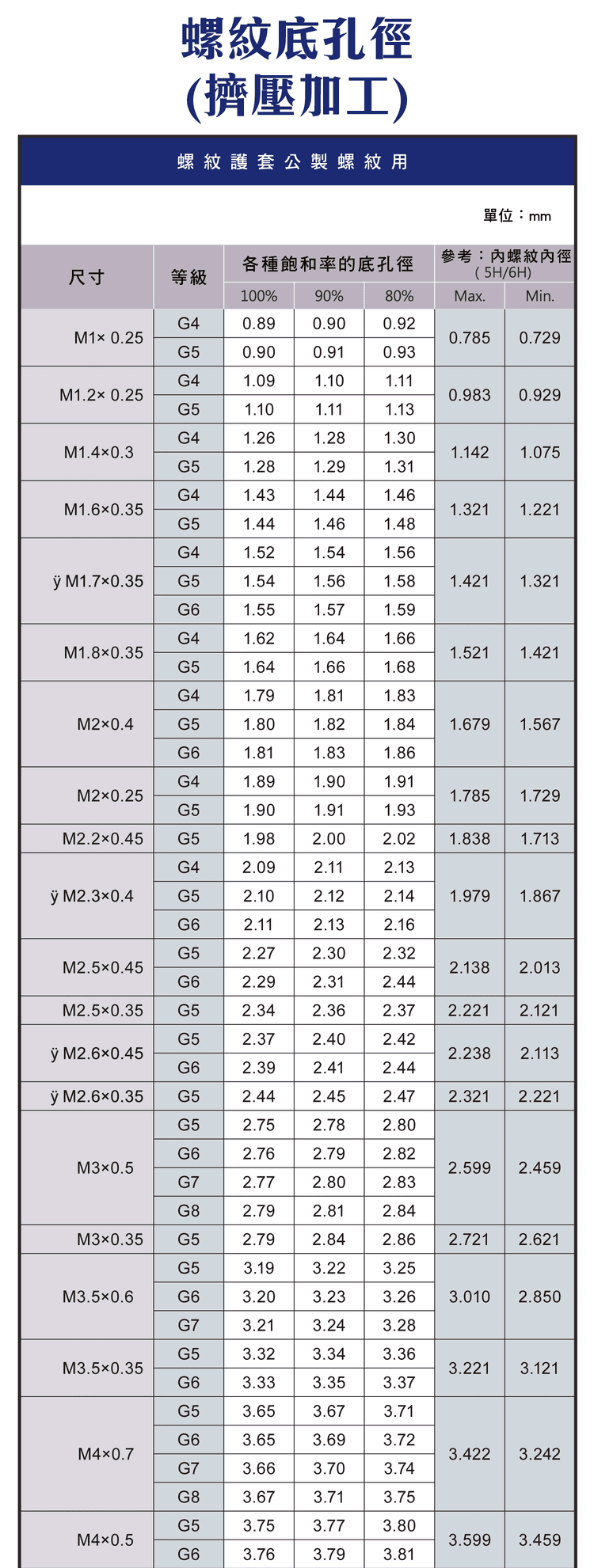
二、公制常用擠壓底孔(以 90% 咬合率為基準)
| 規格 | 擠壓建議底孔(約) | 對照:切削底孔 |
|---|---|---|
| M3×0.5 | 約 2.77 mm | 約 2.5 mm |
| M5×0.8 | 約 4.6 mm | 約 4.2 mm |
| M10×1.5 | 約 9.3 mm | 約 8.5 mm |
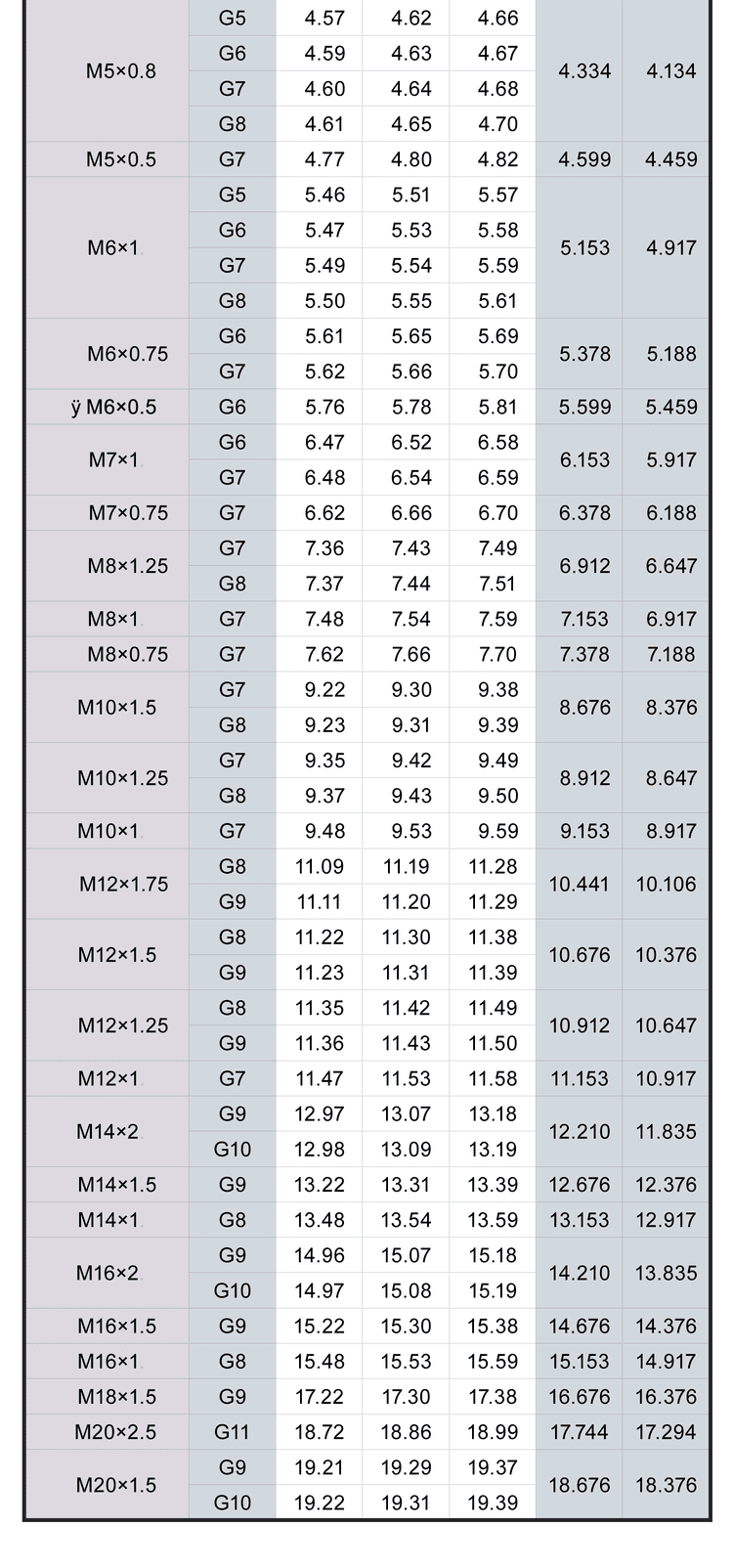
※ 適用約 M1~M20;完整各規格/咬合率/G 級數值以下方原表圖為準。
三、咬合率選擇(100 / 90 / 80%)
| 咬合率 | 特性 |
|---|---|
| 100% | 強度最高、扭矩最大,不建議量產使用 |
| 90%(推薦) | 強度與壽命平衡,最常用 |
| 80% | 扭矩低,適合高效率加工 |
底孔越小 → 咬合率越高、強度越高但扭矩大、易斷刀;底孔越大 → 咬合率越低、扭矩低但強度下降。量產多以 90% 為基準。
四、G 級精度
| G 級 | 適用 |
|---|---|
| G3~G5 | 一般加工 |
| G6~G8 | 精密加工 |
| G9 以上 | 高精度需求 |
G 級代表螺紋精度與配合等級,常見範圍約 G3~G11,依成品精度需求選擇。
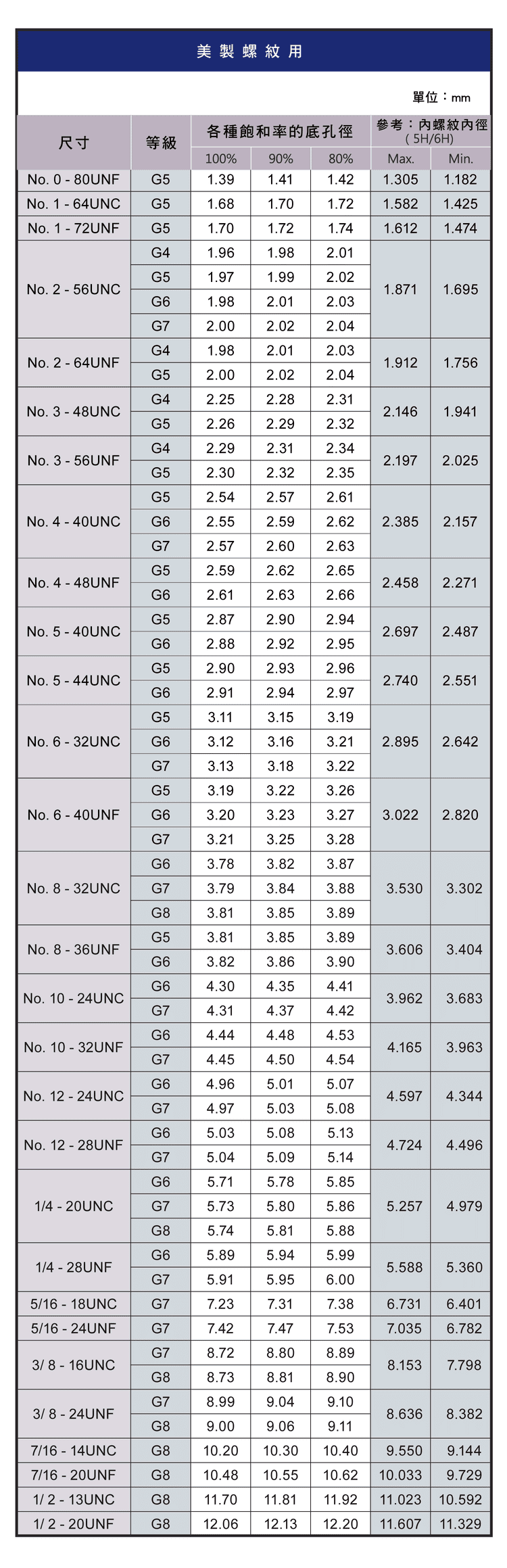
五、美制(UNC/UNF)與 STI
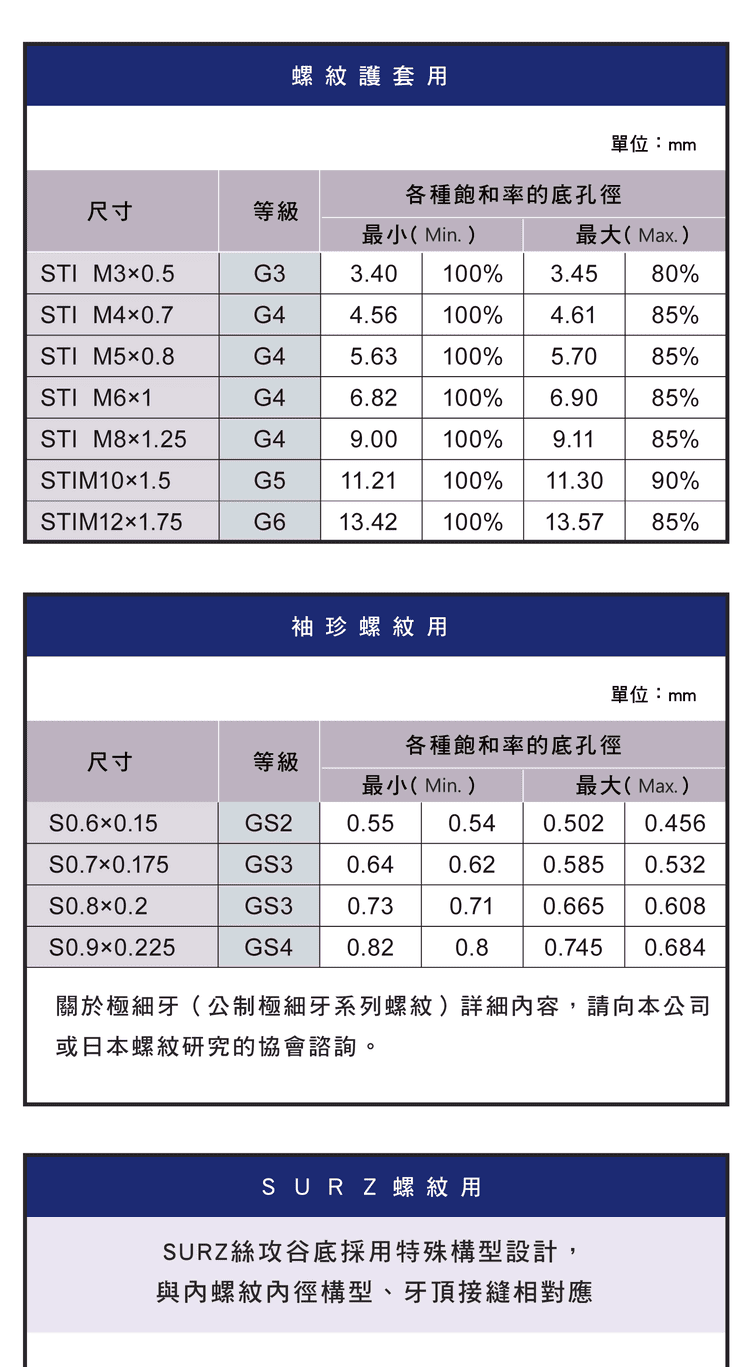
美制擠壓螺紋依 UNC(粗牙)/UNF(細牙)選底孔:UNC 底孔較大、較好加工;UNF 精度較高、底孔通常較小。尺寸範圍約 No.0~1/2" 以上。螺紋護套(STI)用於修復或強化螺紋,底孔需比一般更大,並搭配專用 STI 擠壓絲攻。
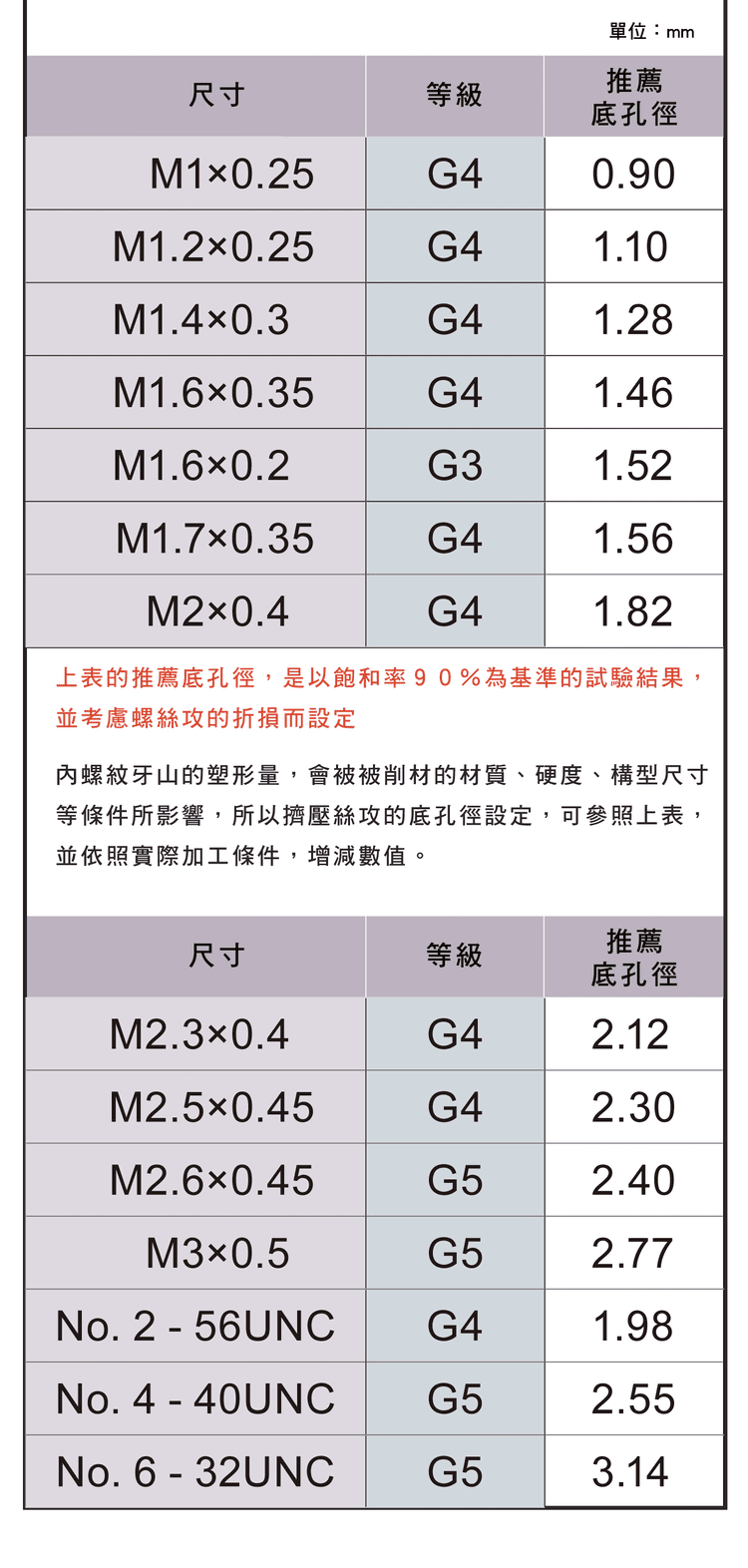
※ 以上為擠壓底孔徑完整詳表原圖,各規格/咬合率/G 級/美制與 STI 數值以原表為準。
六、選用重點
先依材料延展性確認可用擠壓,再以 90% 咬合率反推底孔,並確認公差控制在牙距約 5% 內、搭配高潤滑油與適當 G 級。底孔過小會扭力暴增斷刀、過大則牙型不足強度下降。
擠壓原理與優缺點見〈擠壓絲攻完整指南〉;切削 vs 擠壓見〈切削式絲攻 vs 擠壓絲攻〉;一般切削底孔見〈螺紋底孔徑表(公制)〉;精度等級見〈螺絲攻內螺紋精度等級解析〉。
常見問題 FAQ
Q:擠壓底孔為什麼要比切削大?
因為擠壓是把材料往牙型推成形,需要多一點材料被擠上來。底孔太小會使扭力暴增甚至斷刀、太大則牙型不足強度下降;公差約控制在牙距 5%,建議以 90% 咬合率為基準。例如 M10×1.5 擠壓底孔約 9.3mm(切削約 8.5mm)。
Q:咬合率要選多少?
量產建議 90%,兼顧強度與壽命;要更高強度可用 100%(但扭矩最大、不建議量產),要低扭力高效率可用 80%。底孔徑就是依目標咬合率反推。
Q:G 級和底孔有什麼關係?
G 級是螺紋精度/配合等級,越高越精密。搭配 G 級時要一併確認底孔與咬合率,才能讓成品中徑落在要求的公差內(如 6H)。
Q:UNC 和 UNF 擠壓底孔一樣嗎?
不一樣。相同外徑下,UNF(細牙)牙較淺、底孔通常比 UNC(粗牙)小。選底孔前先確認 UNC 或 UNF 及牙數,並以擠壓專屬底孔表為準。









