小徑油孔鑽加工指南:20D深孔高精度小徑鑽孔方案|CNC57
小徑油孔鑽專為高精度小直徑深孔加工設計,透過內部冷卻與低阻力刃型,可在約 20D 深孔條件下維持穩定加工與長壽命。在 S50C 與 SUS304 等材料中,相較傳統工具可大幅降低初期磨耗與斷刀風險,並提升排屑與孔品質。本文說明小徑油孔鑽的加工特性、深孔穩定性、排屑與參考切削條件,作為精密深孔與微小孔加工的參考。
一、小徑油孔鑽的加工特性
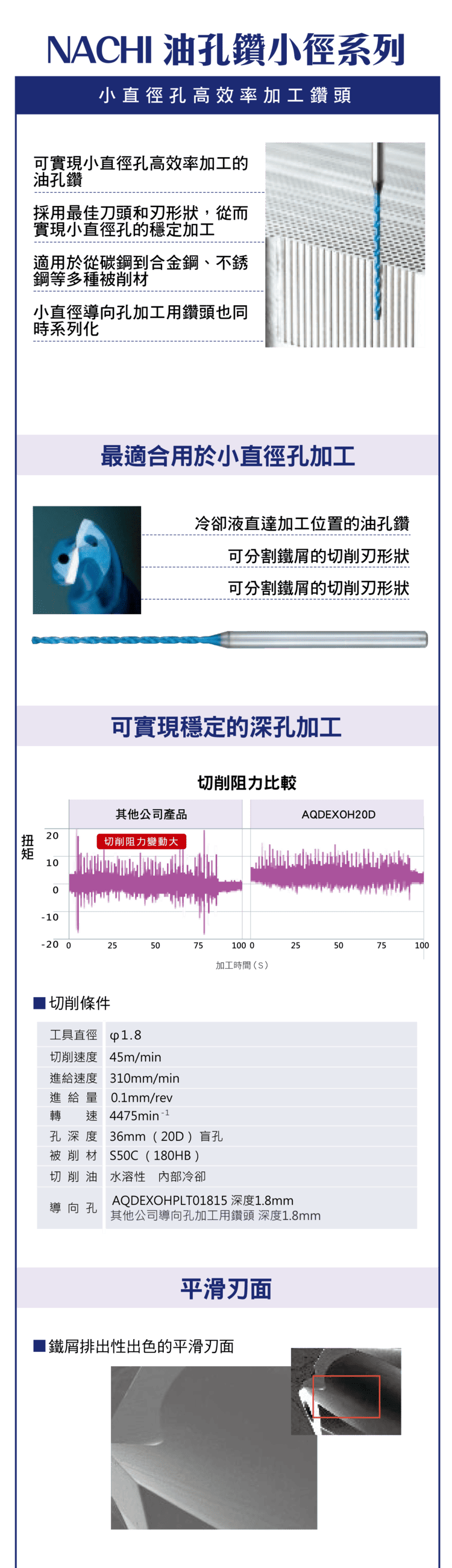
小徑油孔鑽採小直徑專用刀具、內部冷卻油孔與高精度刃型,可進行約 20D 的深孔與小直徑孔加工,適合微小孔與精密零件。
二、深孔加工穩定性(原廠示例)
| 項目 | 傳統工具 | 小徑油孔鑽(原廠示例) |
|---|---|---|
| 切削阻力/扭力 | 扭力變動大 | 切削阻力穩定、扭力波動小 |
| 結果 | 易斷刀 | 降低斷刀風險、加工一致性佳 |
三、刀具壽命與磨耗(原廠示例)
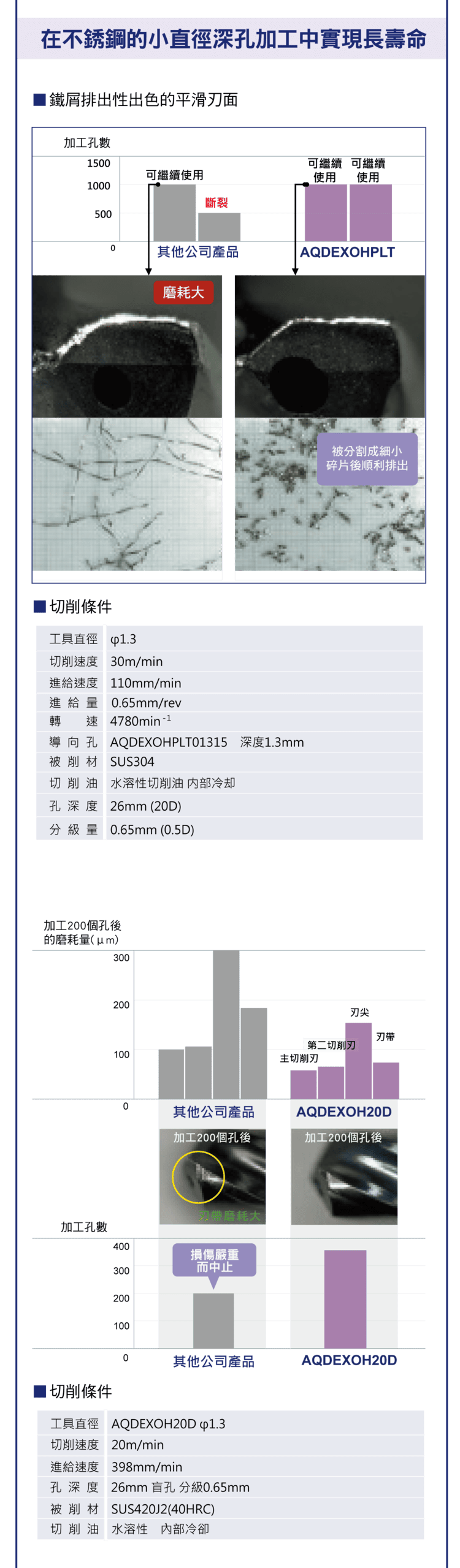
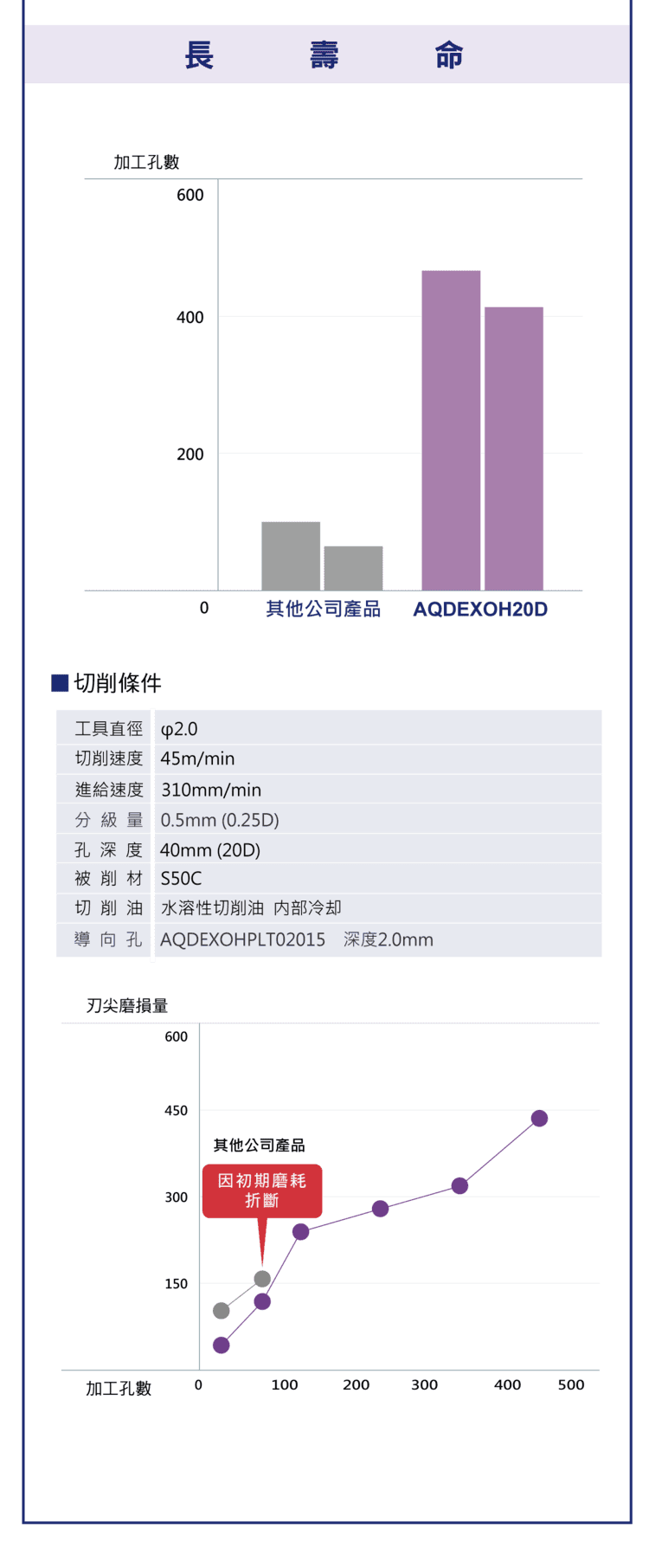
相較傳統工具在初期磨耗後即斷裂,小徑油孔鑽可穩定延長使用、加工 400 孔以上(原廠示例),刀尖磨耗較小、刃口保持鋒利。
四、排屑性能與切削品質
低阻力刃型可將鐵屑分割為細小碎片、提升排屑效率,避免堵孔、提升孔壁品質;刀面平滑、排屑順暢是小徑深孔穩定的關鍵。切屑型態判讀見〈鑽頭切屑形態解析〉。
五、加工條件建議(參考)
| 材料 | 切削速度(參考) | 進給(參考) |
|---|---|---|
| S50C | 約 45 m/min | 約 0.1~0.15 mm/rev |
| SUS304 | 約 30 m/min | 約 0.065 mm/rev |
※ 孔深約 20D(約 26~40 mm),冷卻採水溶性切削油內部冷卻(原廠示例)。正式參數請以〈鑽頭切削參數設定指南〉之算法或原廠型錄為準。
六、導向與定位精度
搭配導向孔加工可提升定位精度、降低偏移,使深孔直線度佳、孔徑穩定。深孔導向與內冷長鑽的延伸應用,可參考〈油孔鑽深孔加工指南〉。
七、適用場景
適用於小直徑深孔、不鏽鋼加工與高精度加工,例如模具與電子零件;建議搭配 CNC 加工中心等高剛性機台並穩定內冷供油。
常見問題 FAQ
Q:小直徑深孔為什麼容易斷刀?
小直徑刀具剛性低、容屑空間小,深孔排屑困難、扭力波動大,容易堵屑與斷刀。內冷小徑油孔鑽能把切削液送到刀尖、細化切屑,明顯改善。
Q:小徑油孔鑽可以鑽多深?
原廠示例約可達 20D(如 26~40 mm)。實際孔深仍受機台剛性、排屑與冷卻影響,越深越需穩定內冷與導向。
Q:不鏽鋼小徑深孔怎麼設定?
SUS304 黏性高,切削速度要較低(原廠示例約 30 m/min)、進給較小(約 0.065 mm/rev),並加強內冷與排屑;實際以計算式與型錄為準。
Q:需要先打導向孔嗎?
建議。導向孔能提升定位精度、降低偏移,使深孔直線度更好、孔徑更穩定,對小徑深孔尤其重要。









