螺絲攻切削角度解析:前角、背隙角與 A/B/C/D 刃|CNC57
螺絲攻的切削角度與背隙角設計,是影響攻牙品質、切削負載與刀具壽命的關鍵。不同前角型式(直線前角、平面前角、接線前角)與背隙設計(無背隙、部分背隙、全背隙)會直接影響切削阻力與排屑效率;吃入牙數與切削分布(A/B/C/D 刃)則決定每刃切削量與攻牙穩定性。本文完整解析螺絲攻幾何設計原理,協助選擇最佳工具與加工條件。
一、切削角度為什麼重要
螺絲攻的幾何角度直接影響切削阻力、切屑生成方式、排屑順暢度、刀具壽命與螺紋精度。良好的角度設計可降低扭矩並提升加工穩定性。
二、吃入部前角類型
| 前角型式 | 特性 | 適用 |
|---|---|---|
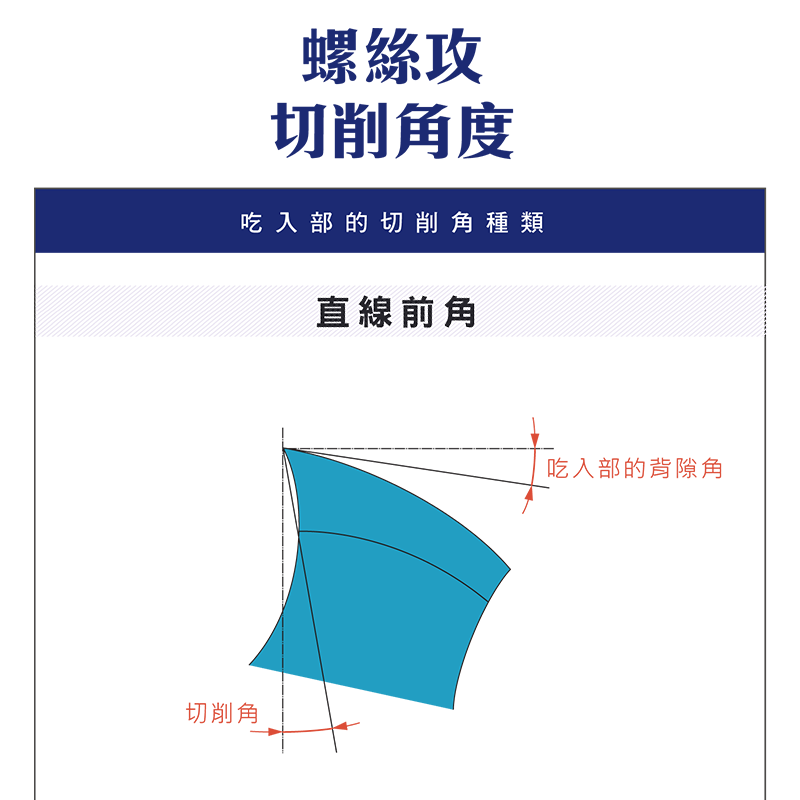
| 直線前角 | 切削力較穩定 | 一般材料、通用型絲攻 |
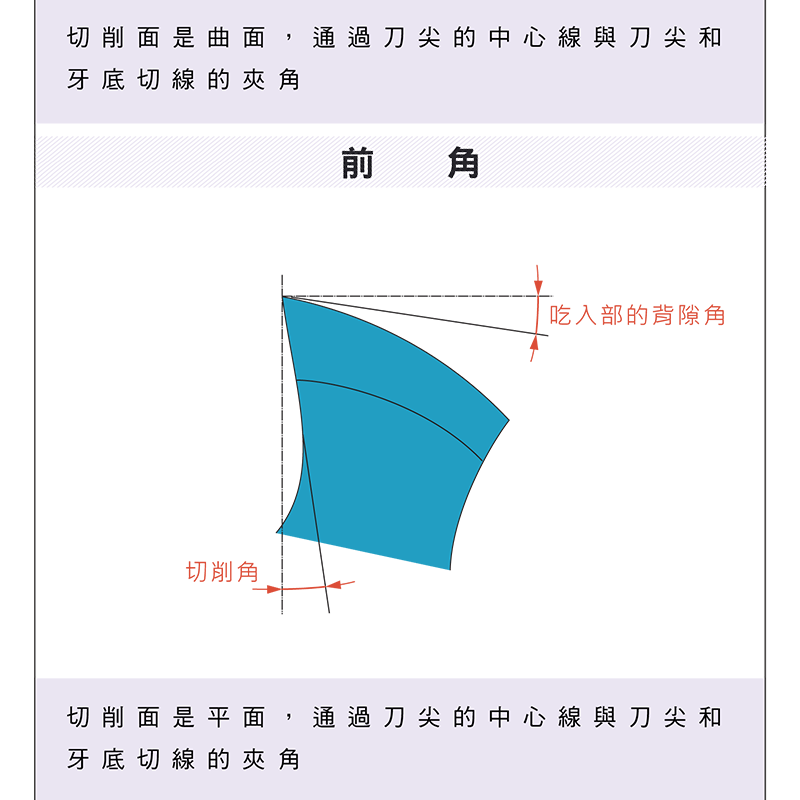
| 平面前角 | 切削面為平面,加工穩定性高 | 中等硬度材料、穩定量產 |
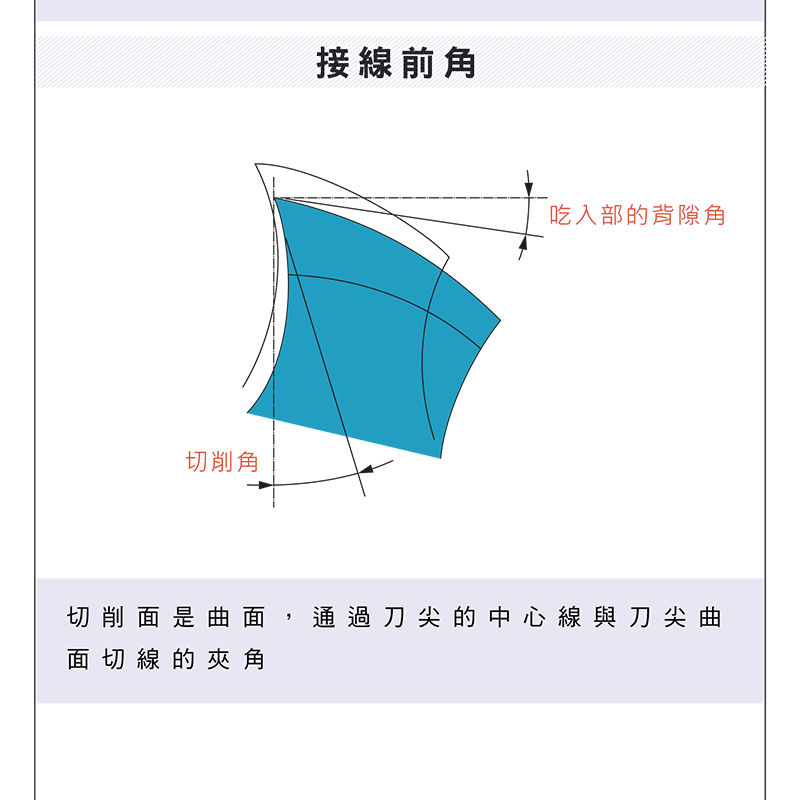
| 接線前角 | 切削面曲線連續變化,切削阻力較低 | 難削材料、高速加工 |
三、背隙角(Relief Angle)設計
| 背隙型式 | 特性與適用 |
|---|---|
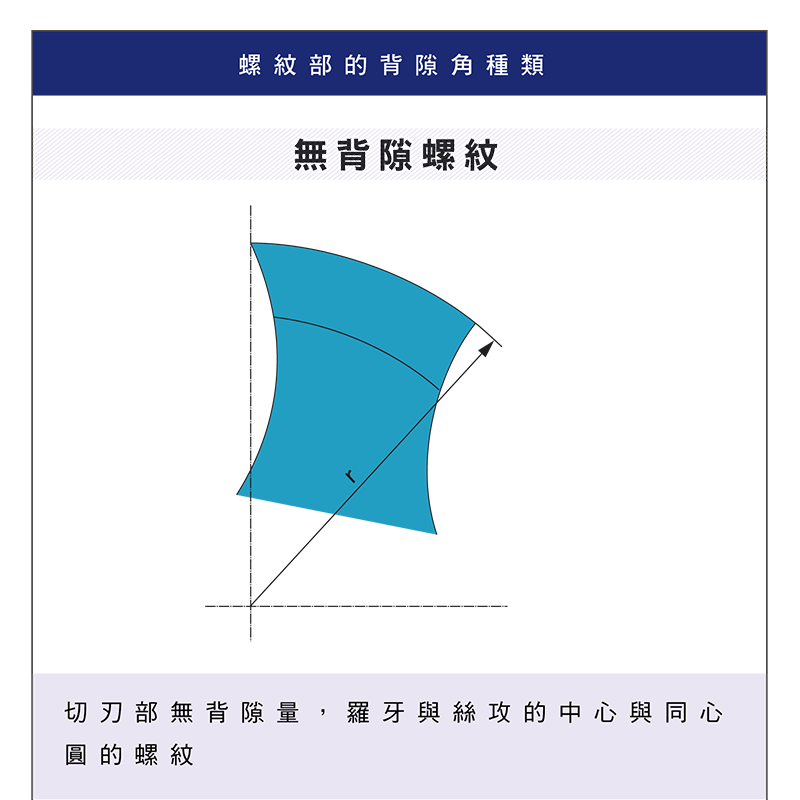
| 無背隙 | 無間隙、摩擦較大,適用低速加工 |
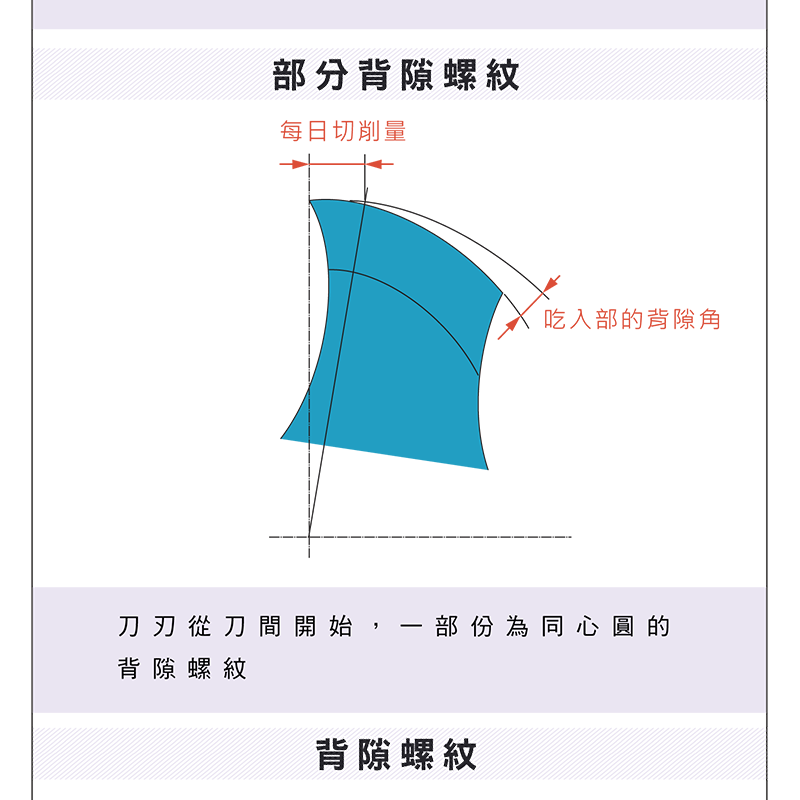
| 部分背隙 | 局部釋放接觸、降低切削負載,常見標準設計 |
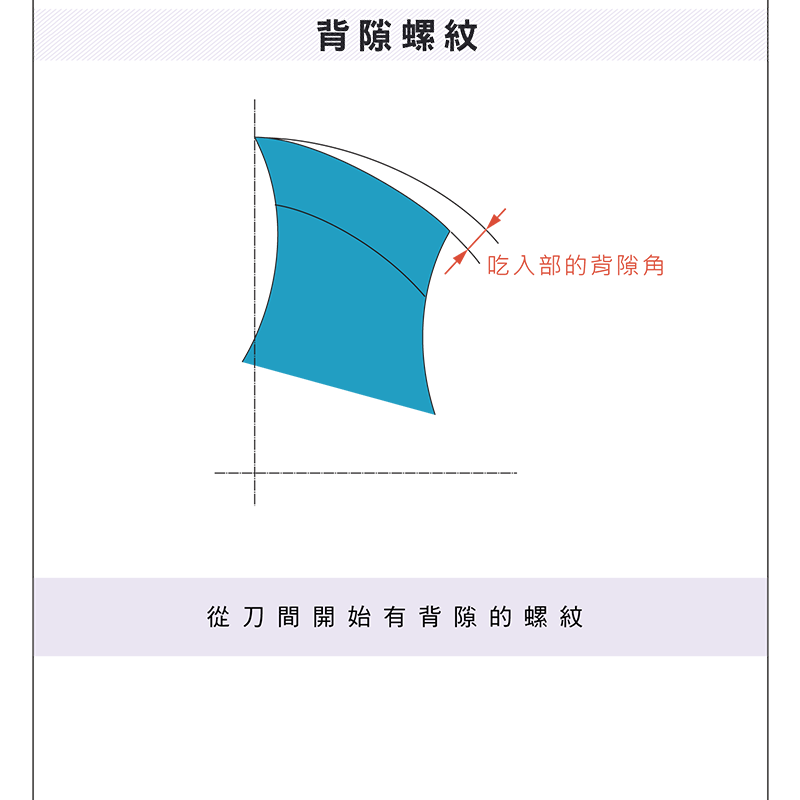
| 全背隙 | 全面減少摩擦、提升排屑,適用高速或難削材料 |
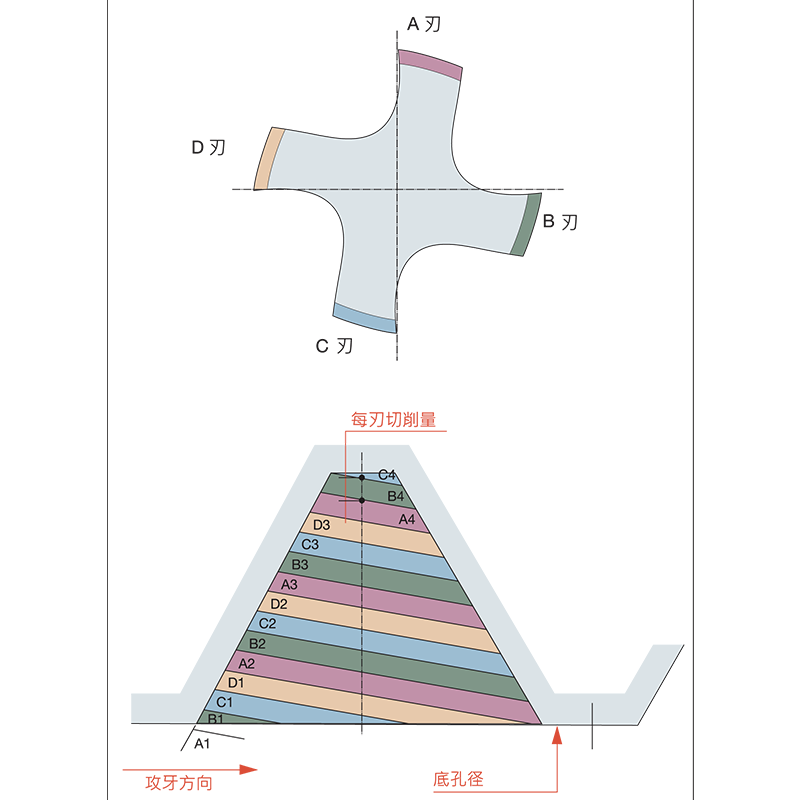
四、切削量分布(A/B/C/D 刃)
螺絲攻的吃入部具多刃結構,切削量沿吃入部逐刃分配:
| 刃位 | 切削作用 |
|---|---|
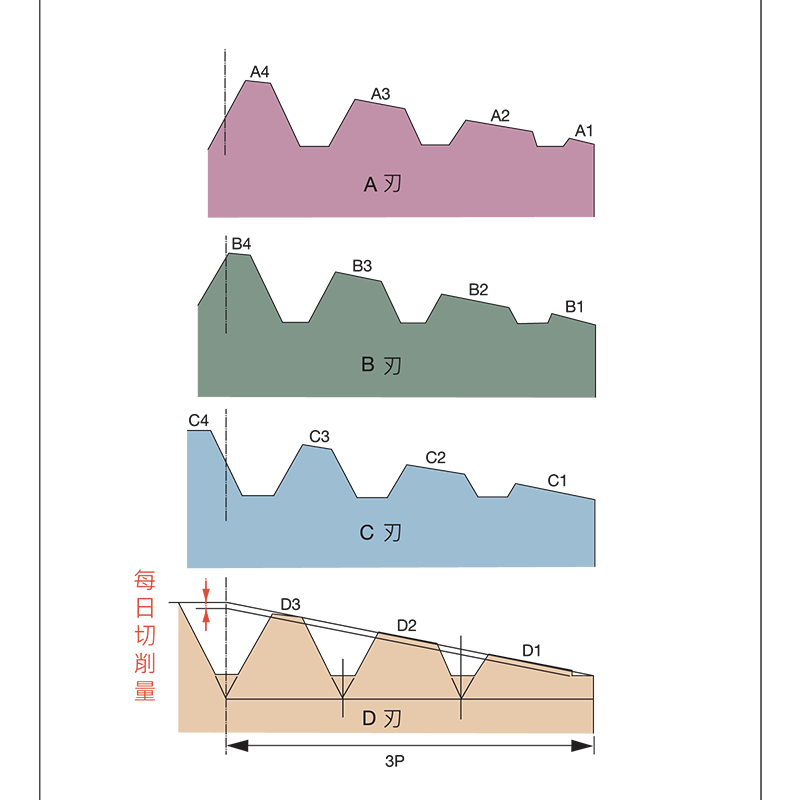
| A 刃 | 初期導入,切削量最小 |
| B 刃 | 逐步增加切削 |
| C 刃 | 主要切削區 |
| D 刃 | 完成成形 |
吃入部越長,切削量分配到越多刃,每刃負載越小、扭力越平穩,但切削長度增加。
五、選用重點
一般材料用直線/平面前角+部分背隙;難削材與高速加工用接線前角+全背隙以降低阻力與提升排屑;低速或特殊需求可用無背隙。吃入牙數依孔型與扭力需求調整。
溝槽設計見〈螺絲攻溝槽設計解析〉;扭力見〈攻牙扭力計算公式〉;先端絲攻見〈先端絲攻是什麼〉;工具總覽見〈螺紋工具規格表〉。
常見問題 FAQ
Q:前角越大越好嗎?
不一定。前角大切削輕快、阻力低,但刃口強度下降、易崩刃。軟材/難削材可用較大前角(如接線前角),硬材則需較小前角保刃口強度。依材料選擇最合適。
Q:背隙角有什麼用?
背隙角讓刀具牙側與已成形螺紋間保留間隙,減少摩擦與發熱、提升排屑。全背隙摩擦最小適合高速/難削材,無背隙摩擦大只適低速。多數標準採部分背隙。
Q:A/B/C/D 刃是什麼意思?
這是吃入部各切削刃的切削量分配:A 刃先導入(切最少)、B 刃漸增、C 刃主要切削、D 刃完成成形。分布越平均,扭力越平穩、螺紋品質越好。
Q:難削材料要怎麼選角度?
難削材料建議用接線前角(阻力低)搭配全背隙(摩擦小、排屑佳),並增加吃入牙數分散負載、搭配良好切削油,可降低扭力與斷刀風險。
標籤
分享









