攻牙扭力計算公式:扭矩分析與加工參數|CNC57
攻牙扭力(T)是影響螺紋加工穩定性與刀具壽命的關鍵,尤其在擠壓絲攻更為重要。扭力會隨材料強度、螺紋尺寸、牙距與有效加工長度改變。透過估算公式可快速評估攻牙負載,並依不同絲攻類型(直溝、螺旋、先端、擠壓)調整加工策略。本文整合扭力公式、曲線特性與影響因素,協助精準設定加工條件。
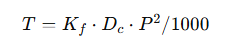
一、攻牙扭力估算公式
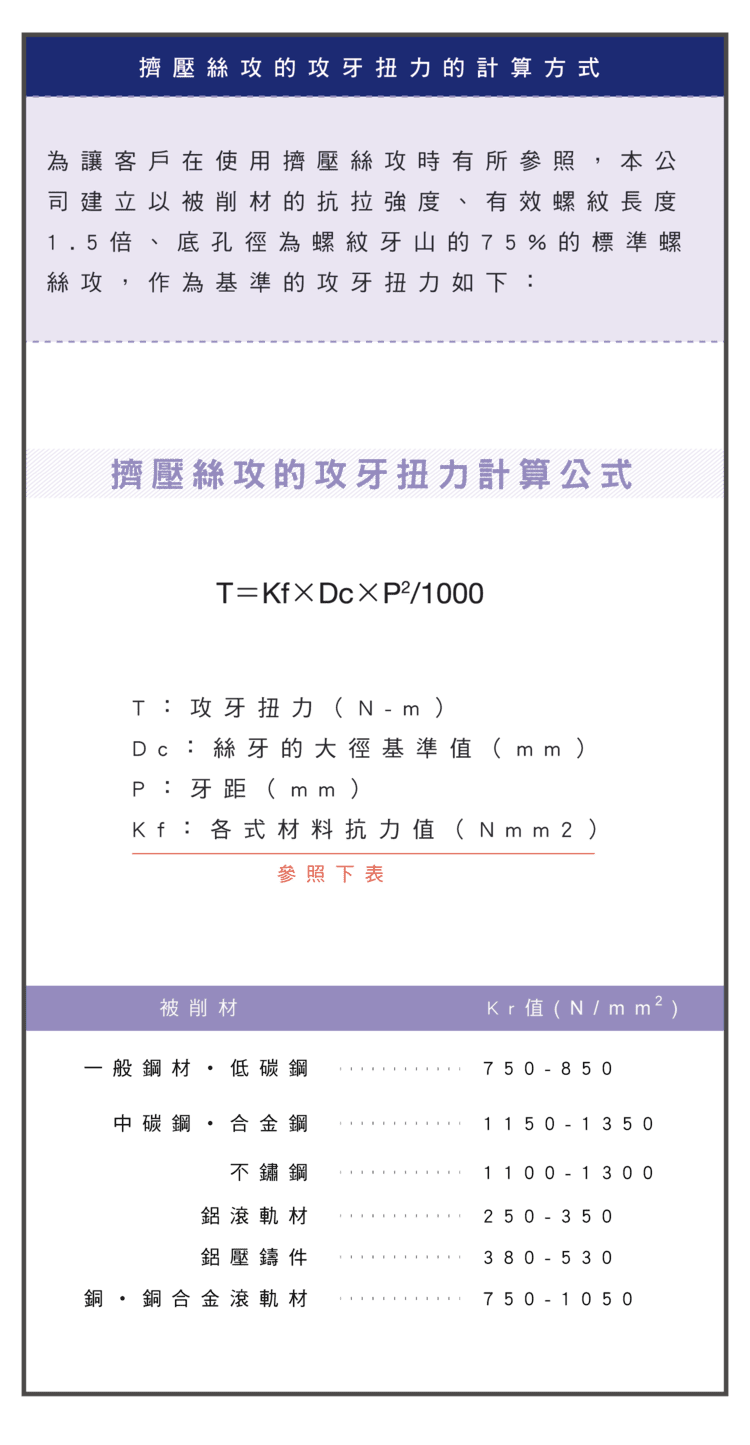
T ≒ 係數 × Dc × P × Kf(扭力隨外徑、牙距與材料抗力上升)
| 符號 | 說明 |
|---|---|
| T | 攻牙扭力(N·m) |
| Dc | 螺紋外徑(mm) |
| P | 牙距(mm) |
| Kf | 材料抗力係數(N/mm²) |
※ 本式為估算,用於初始參數設定、刀具負載評估與 CNC 程式最佳化;實際扭力請以量測或原廠資料為準。
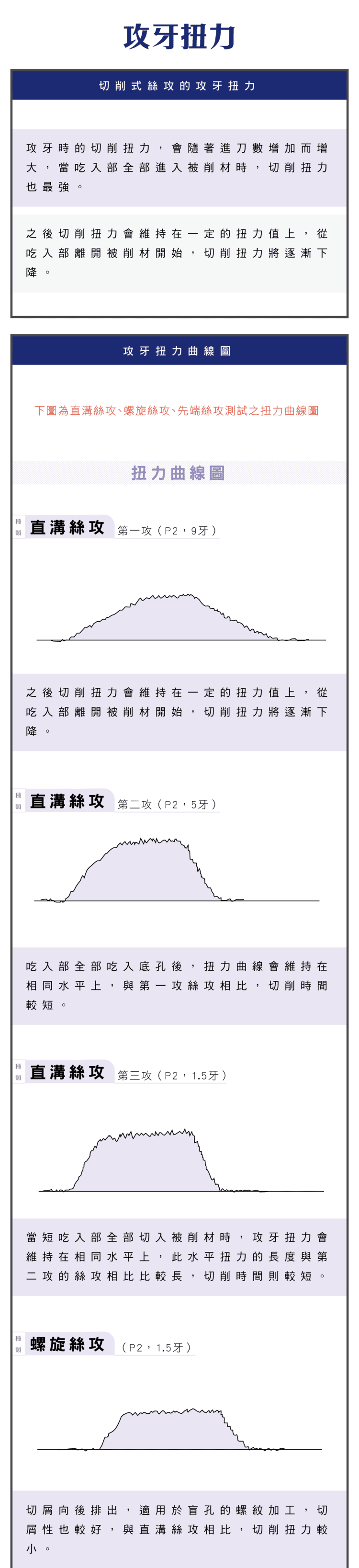
二、攻牙扭力變化特性
| 階段 | 扭力 |
|---|---|
| 進刀階段 | 隨吃入牙數增加而上升 |
| 全牙切削 | 達最高並維持穩定 |
| 退出階段 | 逐漸下降 |
此曲線可用於判斷刀具磨耗與偵測異常加工狀況(扭力異常升高常代表磨耗、堵屑或底孔過小)。
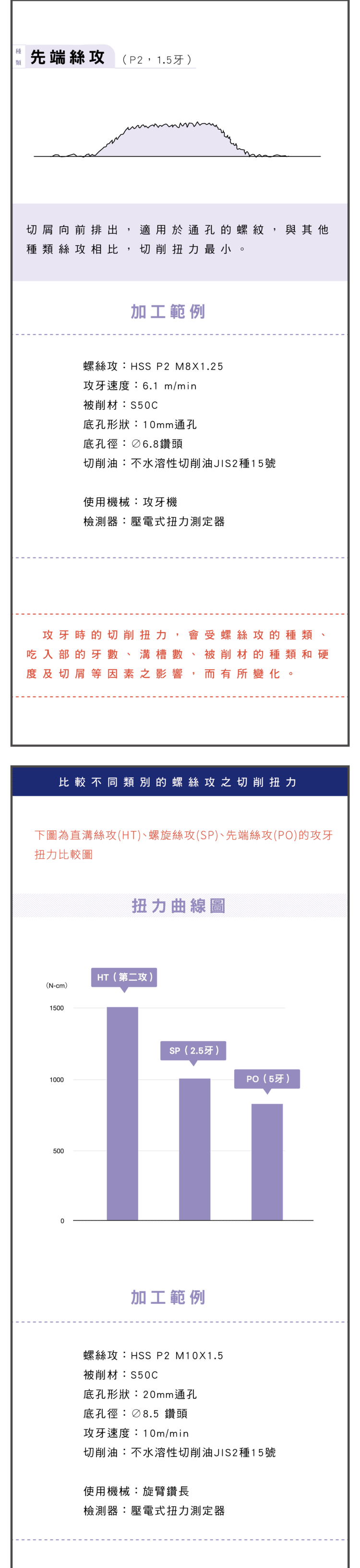
三、不同絲攻扭力比較
| 絲攻類型 | 相對扭力(以直溝為 100) |
|---|---|
| 直溝絲攻 | 約 100 |
| 螺旋絲攻 | 約 70~75 |
| 先端絲攻 | 約 60~65 |
| 擠壓絲攻 | 約切削式的 200~300(2~3 倍) |
差異來自排屑方向、吃入牙數與切削方式;先端絲攻扭力最低、擠壓絲攻最高。
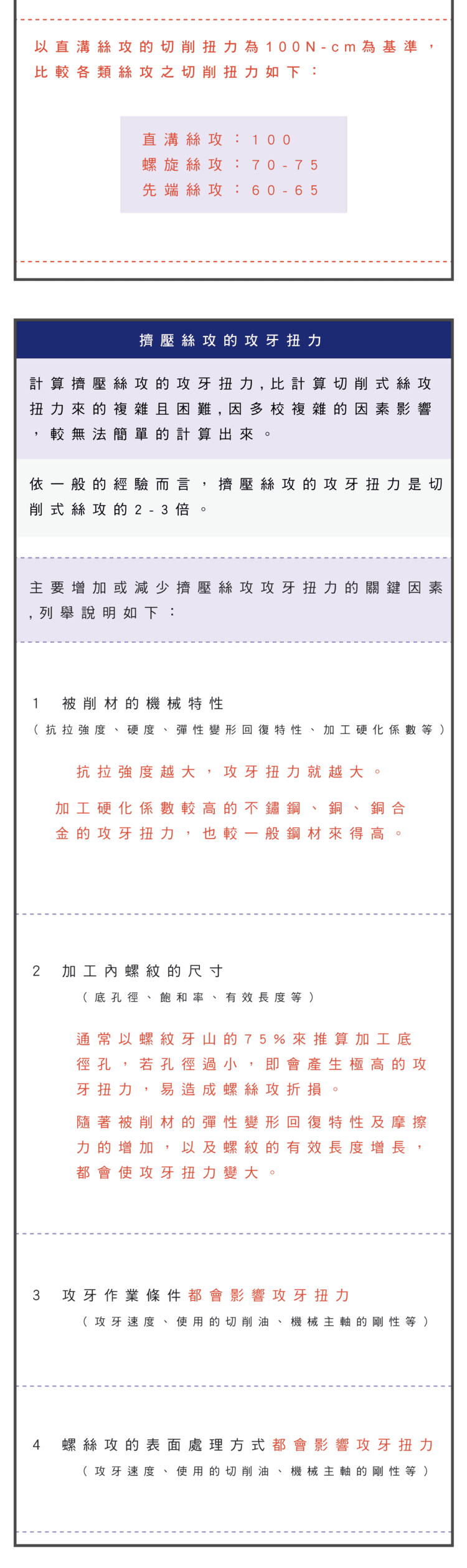
四、影響攻牙扭力的關鍵因素
| 因素 | 影響 |
|---|---|
| 材料性質 | 抗拉強度越高、加工硬化 → 扭力越大 |
| 孔徑設計 | 底孔過小 → 扭力急劇增加;建議咬合約 75% |
| 加工條件 | 潤滑不足或轉速過高 → 摩擦與扭力上升 |
| 刀具狀態 | 刀具磨耗 → 扭力上升,為斷刀前兆 |
五、降低扭力與斷刀預防
選對絲攻(通孔用先端、盲孔用螺旋)、把底孔放大到合適咬合率(約 75%)、加強潤滑與排屑、避免過高轉速,並在扭力異常上升時及早換刀。擠壓絲攻須用延展性材料、高潤滑與高剛性機台。
速度計算見〈螺絲攻攻牙速度計算〉;先端扭力見〈先端絲攻扭力解析〉;底孔見〈螺紋底孔徑表(公制)〉;夾頭見〈螺絲攻夾頭與機械搭配指南〉。
常見問題 FAQ
Q:攻牙扭力受哪些變數影響最大?
主要是材料抗力(Kf)、螺紋外徑(Dc)與牙距(P),以及底孔大小與咬合率。材料越硬、尺寸越大、底孔越小,扭力越高。
Q:為什麼擠壓絲攻扭力特別高?
擠壓靠塑性變形把材料推成牙型,阻力大,扭力約為切削式的 2~3 倍,對潤滑與材料延展性很敏感,需高剛性機台與充足潤滑。
Q:加工中扭力突然變大代表什麼?
通常是刀具磨耗、切屑堵塞或底孔偏小的徵兆,是斷刀前兆。應停機檢查絲攻與排屑、確認底孔尺寸與潤滑,必要時換刀或放大底孔。
Q:怎麼有效降低攻牙扭力?
選低扭力絲攻(先端)、把底孔放大到約 75% 咬合、加強切削油、避免過高轉速、保持刀具鋒利。通孔優先先端、盲孔用螺旋,能明顯降低峰值扭力。
標籤
分享









