螺絲攻表面處理完整指南:氧化、氮化與 PVD 鍍膜差異|CNC57
螺絲攻的表面處理直接影響加工壽命、切削穩定性與螺紋品質。本文整理氧化處理、氮化處理與 PVD 鍍膜(TiN、TiCN、TiAlN、CrN)的特性與應用差異:氧化可降摩擦、防溶著,氮化提升表面硬度與耐磨,鍍膜則大幅提升耐熱與耐磨。依被削材與加工條件選對表面處理,是提升攻牙效率、降低工具成本的關鍵。
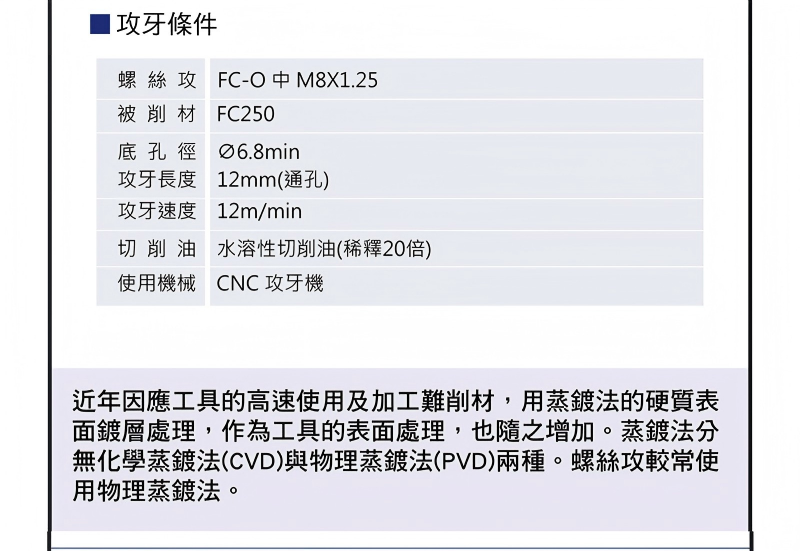
一、表面處理的重要性
螺絲攻加工時承受高摩擦與高溫,適當表面處理可降低摩擦阻力、防止切屑溶著、提升耐磨並延長工具壽命。
二、三大類表面處理比較
| 處理 | 原理與特性 | 適用 |
|---|---|---|
| 氧化(Oxide) | 約 500~550°C 形成 Fe₃O₄ 黑膜;表面多孔可吸油、降摩擦,不提升硬度 | 一般鋼材、不鏽鋼(SUS304 等易黏材);成本低 |
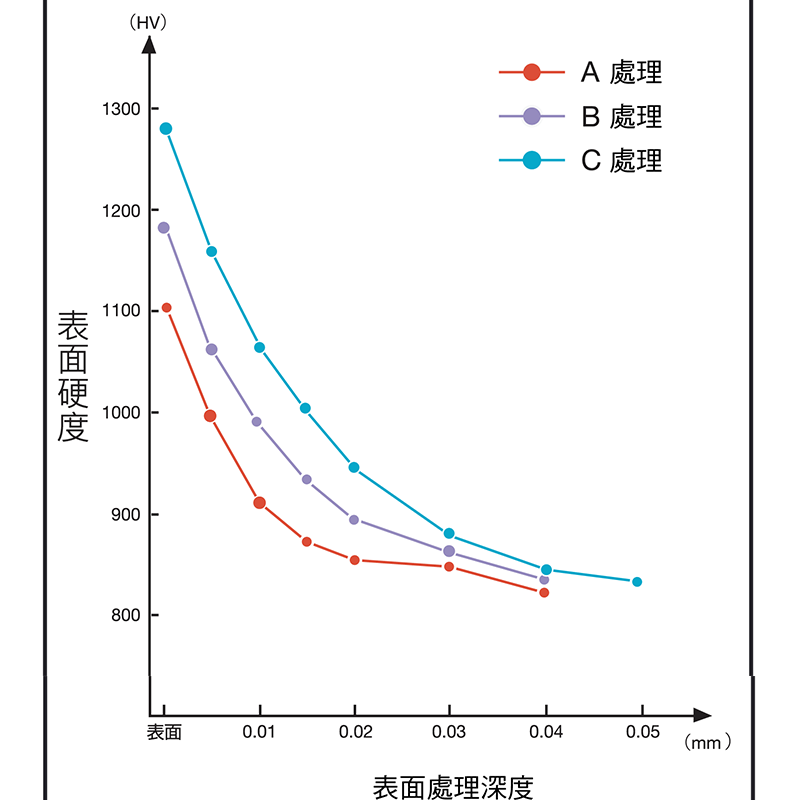
| 氮化(Nitriding) | 氮/碳滲入表面形成高硬度化合層;提升硬度與耐磨 | 耐磨環境、較硬材料 |
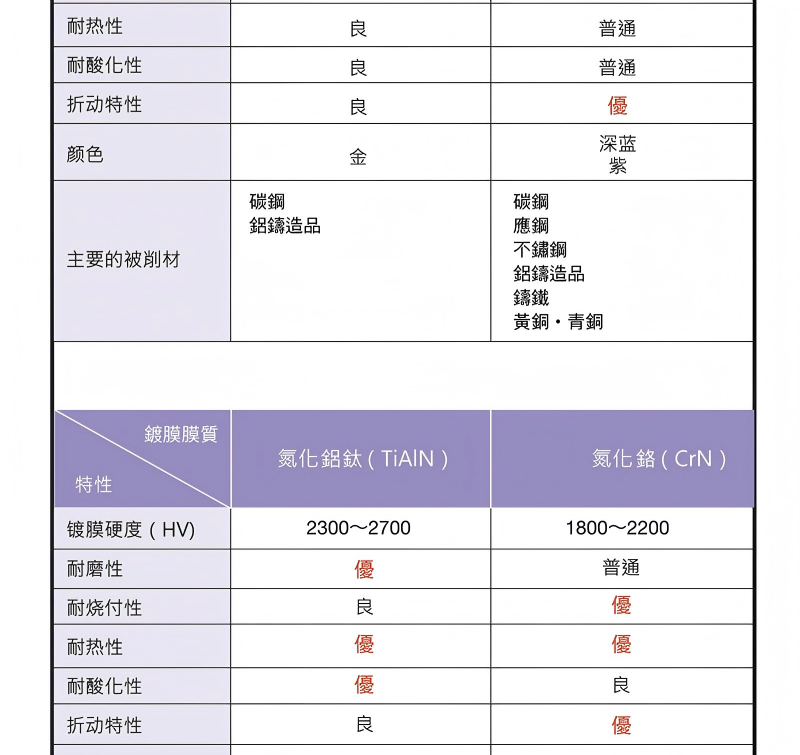
| PVD TiN | 氮化鈦(金色);硬度高、耐磨、降摩擦 | 通用鋼材 |
| PVD TiCN | 碳氮化鈦;更高硬度、耐磨 | 較硬材料、耐磨需求 |
| PVD TiAlN | 鋁鈦氮;高耐熱、高溫硬度佳 | 高速、高溫、乾式加工 |
| PVD CrN | 鉻氮;抗黏著、耐蝕 | 鋁、銅等黏性材料 |
三、氧化處理重點
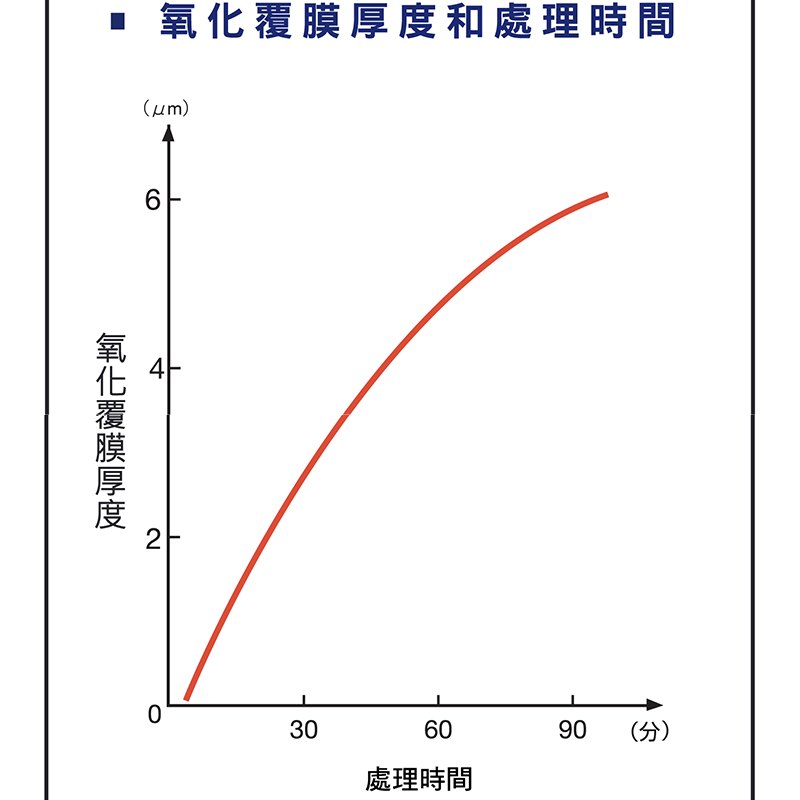
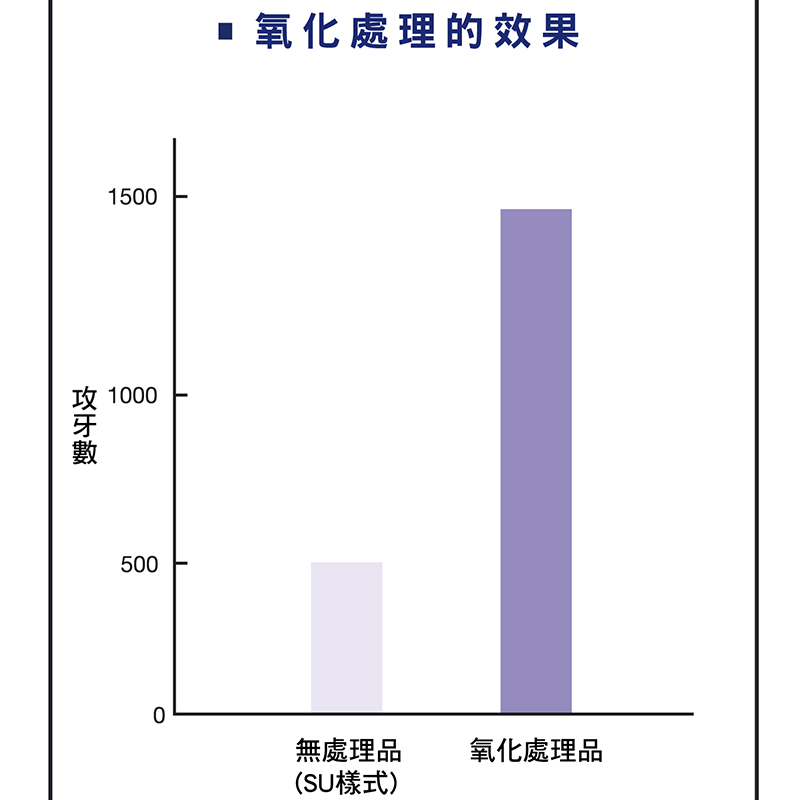
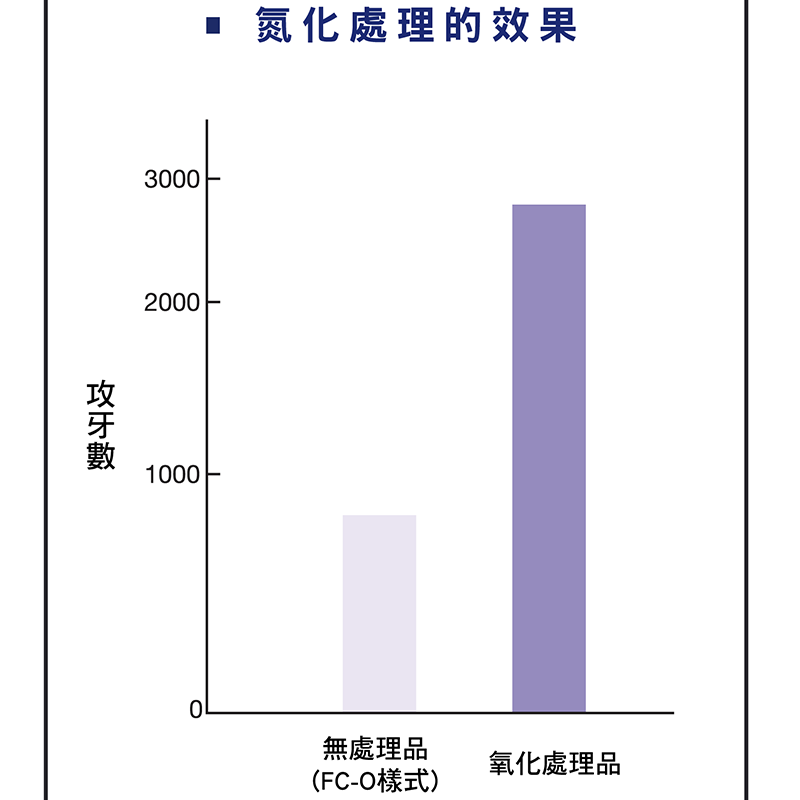
氧化在約 500~550°C 於工具表面形成 Fe₃O₄ 黑色膜,表面多孔可吸附切削油、降低摩擦係數、改善切削穩定性,但不提升硬度。膜厚隨處理時間增加(成長曲線後期趨緩),須避免過度氧化——膜厚過厚反而影響切削性能。實測攻牙壽命約可提升 2~3 倍、減少摩擦與卡屑,特別適合 SUS304 等易黏材料。
四、氮化與 PVD 鍍膜
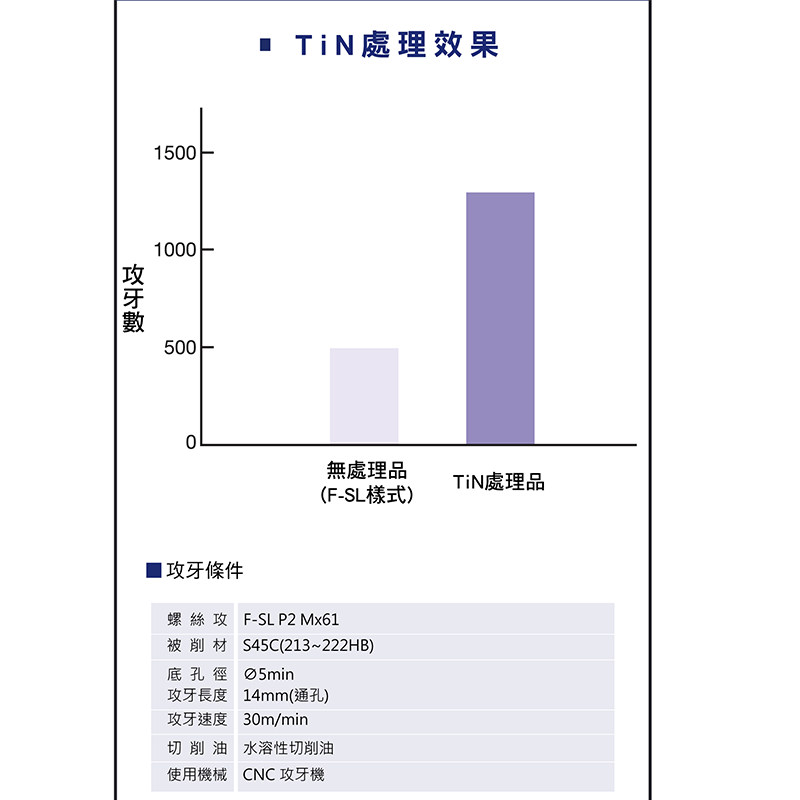
氮化以氮/碳滲入形成高硬度化合層,提升表面硬度與耐磨,適合耐磨環境。PVD 鍍膜(TiN/TiCN/TiAlN/CrN)以物理氣相沉積形成硬質薄膜,大幅提升耐熱與耐磨:高速高溫用 TiAlN、黏性材料(鋁銅)用 CrN 抗黏著、通用用 TiN、較硬材料用 TiCN。
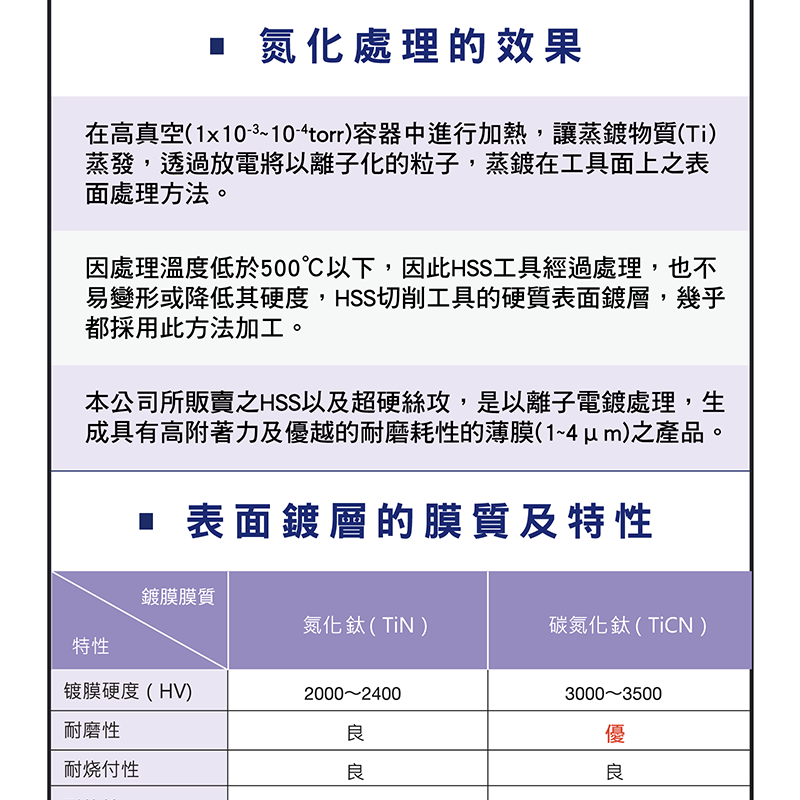
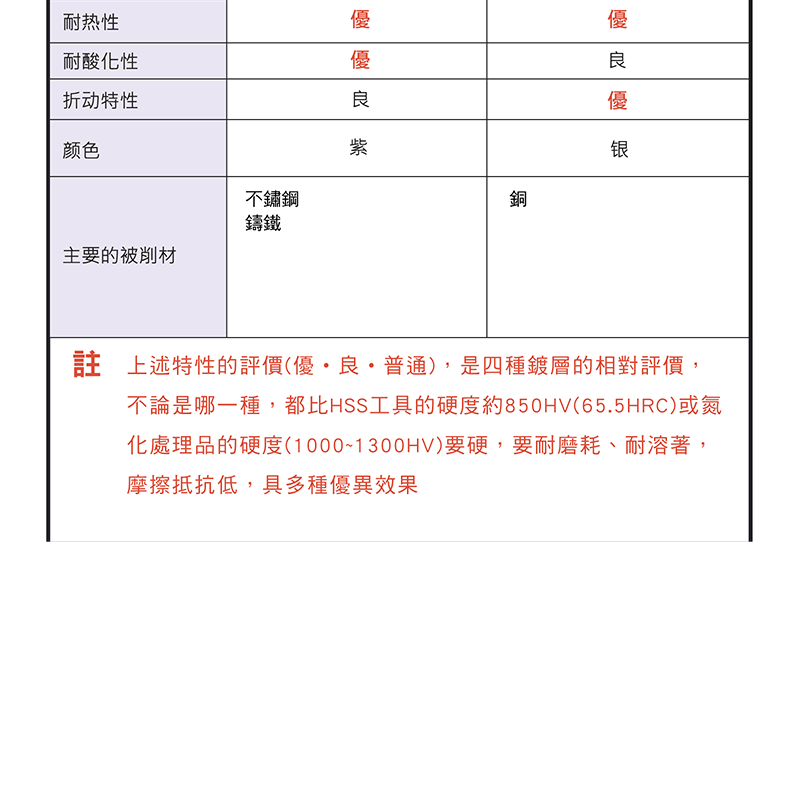
※ 上列為各表面處理特性與對照完整原圖,詳細數據以原圖與原廠資料為準。
五、選用建議
易黏材料(不鏽鋼、鋁)先考慮氧化或 CrN 抗黏著;高硬材料與耐磨需求用氮化或 TiCN;高速、高溫、乾式加工用 TiAlN;一般鋼材用 TiN 即具良好性價比。依被削材、速度與是否乾式選擇,並搭配適當切削油。
材料/型號見〈鎢鋼絲攻使用指南〉、〈先端絲攻系列介紹〉;速度/扭力見〈攻牙速度計算〉、〈攻牙扭力計算公式〉;工具總覽見〈螺紋工具規格表〉。
常見問題 FAQ
Q:氧化處理和鍍膜差在哪?
氧化是表面形成多孔 Fe₃O₄ 黑膜,主要降摩擦、防溶著,不提升硬度、成本低;PVD 鍍膜是硬質薄膜,大幅提升硬度、耐磨與耐熱。前者適一般/易黏材料,後者適高速高硬需求。
Q:不鏽鋼攻牙選哪種表面處理?
不鏽鋼黏刀傾向強,可用氧化(多孔吸油、防溶著,壽命約 2~3 倍)或抗黏著的 CrN;高速加工可用 TiAlN。搭配良好切削油與適當速度更佳。
Q:TiN、TiCN、TiAlN 怎麼選?
TiN 通用、性價比高;TiCN 硬度更高、適較硬材料與耐磨;TiAlN 高溫硬度佳、適高速高溫與乾式加工。依材料硬度與加工溫度選擇。
Q:氧化膜越厚越好嗎?
不是。膜厚隨時間增加但後期趨緩,過厚反而影響切削性能與尺寸。應控制在最佳時間區間,取得吸油/降摩擦與切削性能的平衡。









