螺絲攻攻牙速度計算:Vc 公式、轉速換算與材料速度|CNC57
螺絲攻攻牙速度(Vc)與轉速(n)的正確設定,是確保螺紋品質、降低刀具磨耗與避免斷裂的核心。攻牙速度受材料、絲攻型式、吃入牙數、切削油與孔型影響。本文提供 Vc/轉速公式、速度換算表讀法與各材料建議速度(參考),協助快速抓出合適切削速度並依現場微調。
一、攻牙速度(Vc)與轉速(n)公式
Vc = π × Dc × n ÷ 1000 ⟺ n = 1000 × Vc ÷ (π × Dc)
| 符號 | 說明 |
|---|---|
| Vc | 切削速度(m/min) |
| n | 主軸轉速(min⁻¹ / RPM) |
| Dc | 螺絲攻外徑(mm) |
| π | 約 3.14 |
已知轉速時可反推切削速度,常用於 CNC 參數設定、現場速度校正與刀具壽命最佳化。
二、影響攻牙速度的因素
| 因素 | 調整方向 |
|---|---|
| 材料 | 軟材(鋁、銅)可提高速度;硬材(不鏽鋼、鈦)需降低 |
| 絲攻種類 | 切削絲攻中速;擠壓絲攻低速但穩定 |
| 切削條件 | 潤滑良好可提速;深孔加工建議降速 |
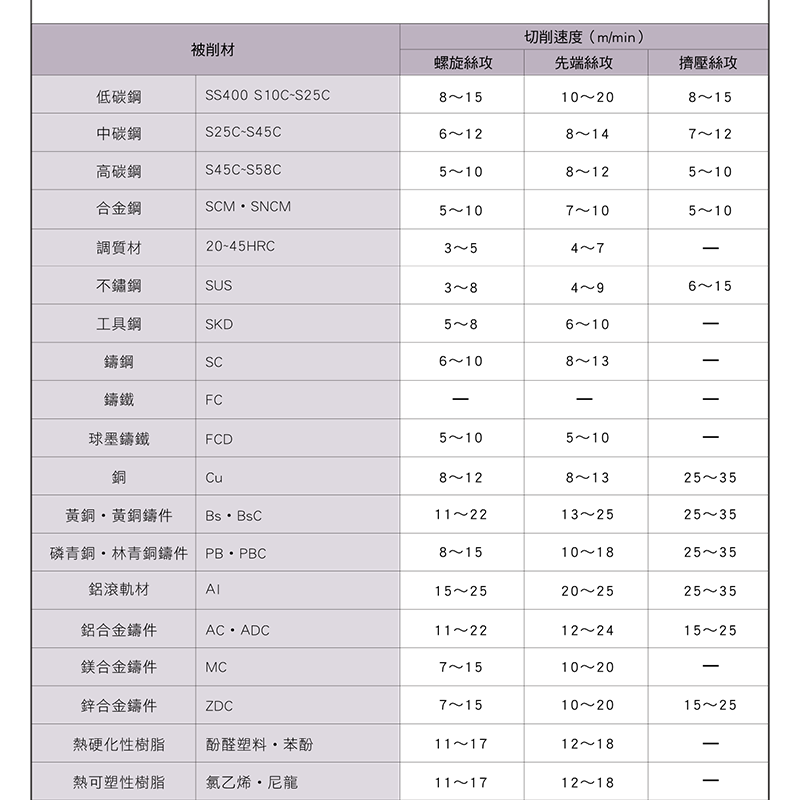
三、各材料建議攻牙速度(參考)
| 材料 | 攻牙速度 Vc(參考,m/min) |
|---|---|
| 低碳鋼(SS400) | 約 8~20 |
| 中碳鋼(S45C) | 約 6~14 |
| 不鏽鋼(SUS) | 約 3~9 |
| 鋁合金 | 約 15~25 |
| 銅合金 | 約 8~20 |
※ 上述為參考速度範圍,實際請依絲攻型式、原廠型錄、機台與孔型調整。擠壓絲攻通常需較低速但更穩定並加強潤滑。

四、攻牙速度換算表(快速查表)
換算表可不必計算即快速對應「絲攻直徑 Dc × 轉速 RPM × 切削速度 Vc」。讀圖方式:
| 軸/線 | 代表 |
|---|---|
| 橫軸(X) | 螺絲攻外徑 Dc(mm) |
| 縱軸(Y) | 切削速度 Vc(m/min) |
| 斜線 | 對應不同主軸轉速 RPM |
使用:找到刀具直徑 → 對應機台轉速線 → 交叉點即為切削速度。換算表與上方公式一致,價值在於現場免計算、減少錯誤、提升設定效率。
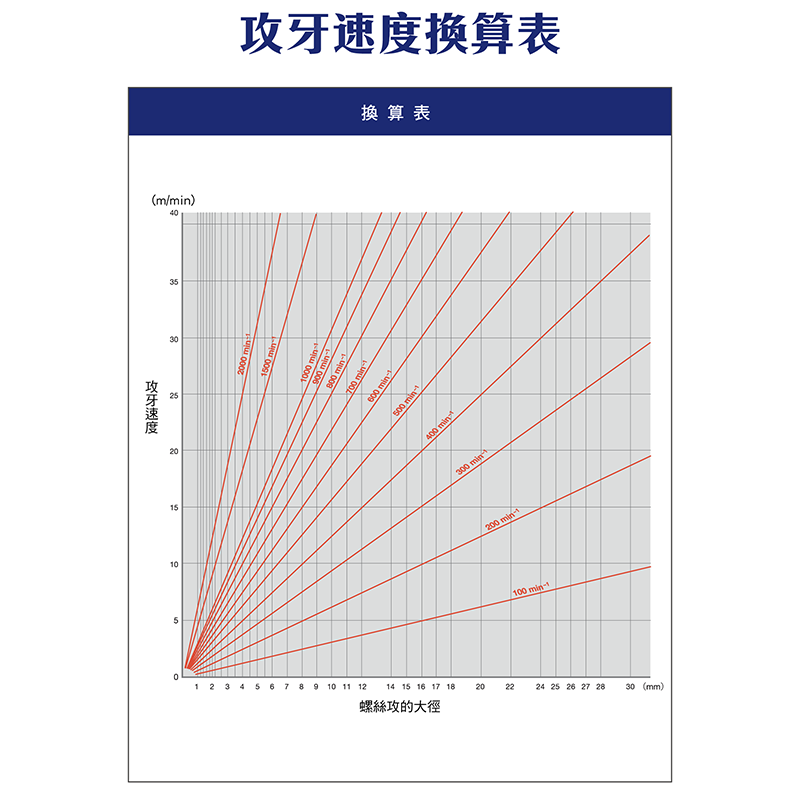

※ 以上為攻牙速度換算表原圖,實際數值以原表為準。
五、設定建議與常見錯誤
初學建議用中間轉速線;扭矩高或刀具磨耗快時降速,加工穩定可逐步提高。常見錯誤:忽略直徑影響(直徑越大 RPM 要越低)、速度過高(螺紋燒結、刀具破裂)、速度過低(效率差、切削不穩)。
扭力見〈攻牙扭力計算公式〉;先端扭力見〈先端絲攻扭力解析〉;夾頭搭配見〈螺絲攻夾頭與機械搭配指南〉;底孔見〈螺紋底孔徑表(公制)〉。
常見問題 FAQ
Q:攻牙轉速怎麼算?
用 n = 1000 × Vc ÷ (π × Dc)。例如 M10(Dc≈10)、Vc 取 10 m/min,則 n ≈ 1000×10 ÷ (3.14×10) ≈ 318 RPM。先查材料建議 Vc,再代入求轉速。
Q:為什麼直徑越大轉速要越低?
因為切削速度 Vc 由「直徑×轉速」決定,直徑大時同樣轉速會使刃口線速度過高、發熱與磨耗增加。要維持合適 Vc,大徑就要降低 RPM。
Q:不鏽鋼攻牙速度為什麼要慢?
不鏽鋼加工硬化、導熱差、黏刀傾向強,速度太高會急速升溫、熔著與斷刀。因此建議用較低 Vc(約 3~9 m/min)並加強潤滑與排屑。
Q:擠壓絲攻速度和切削式一樣嗎?
不一樣。擠壓絲攻通常用較低速但更穩定,並需較高潤滑(扭力約切削式 2~3 倍)。實際速度依材料延展性與原廠建議設定。









