螺絲攻夾頭與機械搭配指南:同步進給與浮動夾頭|CNC57
螺絲攻加工的穩定性與壽命,關鍵在於夾頭設計與機械進給方式的匹配。固定式夾頭適合高精度同步進給;伸縮(浮動)夾頭可補償導程誤差、降低斷刀風險。不同螺紋背隙設計也影響自導性與加工穩定性。本文完整解析夾頭類型、機械進給系統與適配邏輯,協助選擇最合適的攻牙方案。
一、夾頭的核心功能
夾頭負責傳遞扭力、控制軸向進給並補償加工誤差,直接影響攻牙精度、刀具壽命與加工穩定性。
二、夾頭類型比較
| 夾頭類型 | 特性與優點 | 適用/限制 |
|---|---|---|
| 完全固定式 | 無軸向補償、刀具完全固定;高精度、高剛性 | 適合同步(剛性)攻牙;對機台精度要求高,導程誤差易斷刀 |
| 伸縮(浮動)式 | 拉伸/壓縮彈簧,可吸收進給誤差、補償導程差異;降低斷刀風險 | 適合非同步進給、機台精度較低 |
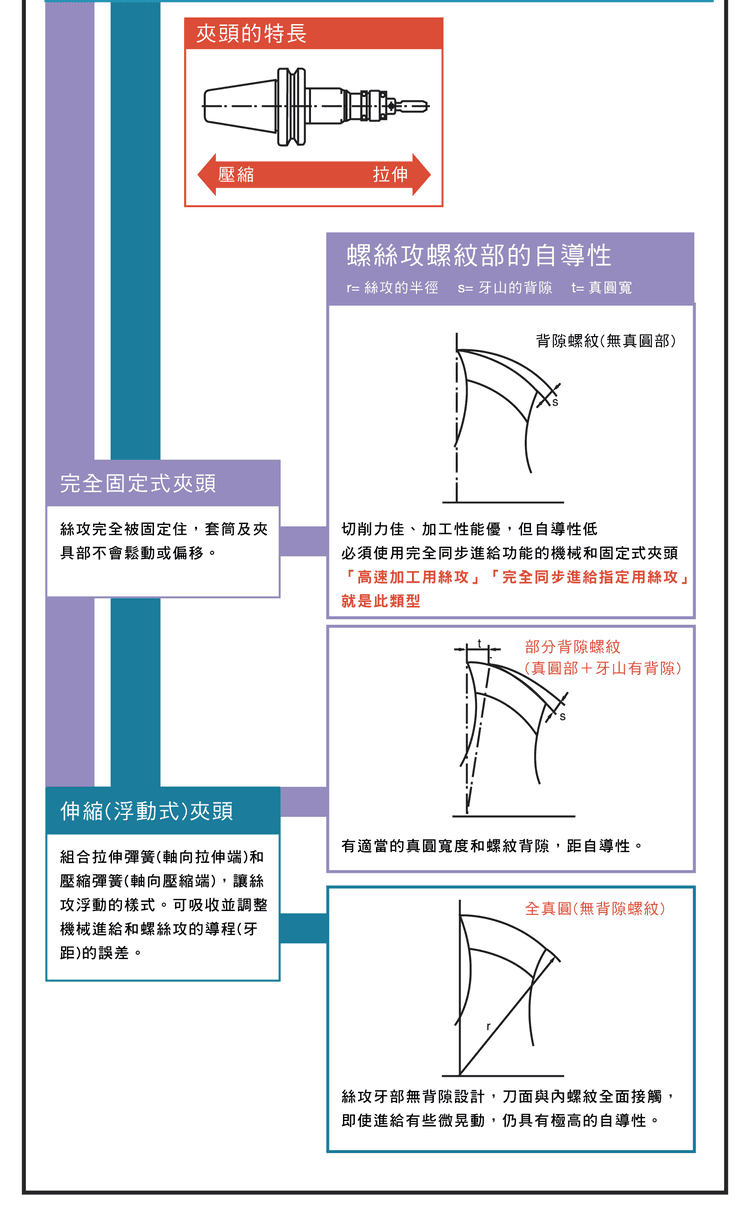
三、螺紋自導性與背隙
自導性是螺紋引導刀具進給的能力,受背隙(Back Clearance)、真圓寬度與刀具半徑影響:
| 螺紋設計 | 自導性與加工 |
|---|---|
| 無背隙 | 刀具全面接觸,自導性最高、加工穩定 |
| 部分背隙 | 保有適度導引,加工彈性佳 |
| 全背隙 | 切削輕快但自導性最低,需高精度同步控制 |
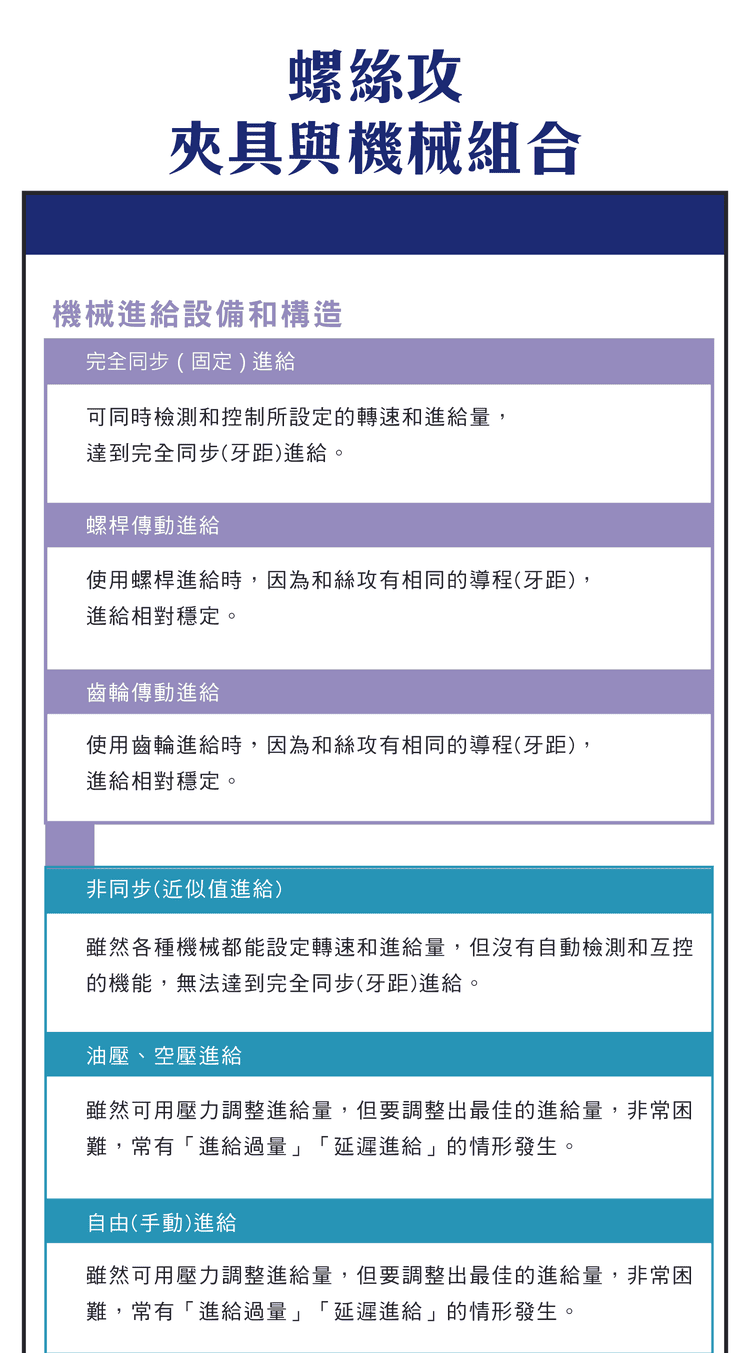
四、機械進給方式
| 進給方式 | 特性與適用 |
|---|---|
| 完全同步進給(剛性攻牙 Rigid Tapping) | 主軸轉速與進給完全同步、進給量=螺距;高精度、穩定,適合高速攻牙,需 CNC 剛性攻牙功能 |
| 螺桿/齒輪進給 | 機械導程與螺紋一致、進給穩定;傳統機械攻牙 |
| 非同步(油壓/空壓) | 進給難精準控制、易過切或導程誤差,建議搭配浮動夾頭補償 |
五、搭配邏輯與選用建議
高精度、高速攻牙用「剛性攻牙+固定式夾頭」;機台精度較低或非同步進給用「浮動夾頭」補償導程誤差、降低斷刀。無背隙螺紋自導性高、適合一般加工;全背隙需高精度同步控制。夾頭、進給與螺紋背隙三者要一起搭配。
扭力見〈攻牙扭力計算公式〉;速度見〈螺絲攻攻牙速度計算〉;背隙/角度見〈螺絲攻切削角度解析〉;工具總覽見〈螺紋工具規格表〉。
常見問題 FAQ
Q:固定式和浮動式夾頭怎麼選?
機台能做剛性攻牙、追求高精度用固定式;機台精度較低、非同步進給或想降低斷刀風險用浮動式(可補償導程誤差)。依機台能力與精度需求決定。
Q:什麼是剛性攻牙(Rigid Tapping)?
主軸轉速與 Z 軸進給完全同步、每轉進給量等於螺距,不需浮動補償。精度高、穩定,適合高速攻牙,但需要 CNC 具備剛性攻牙功能與良好對心。
Q:浮動夾頭能補償什麼?
以拉伸/壓縮彈簧吸收「機台進給」與「螺紋導程」之間的微小差異,避免進給不同步造成的軸向拉扯,降低爛牙與斷刀,特別適合非同步進給或精度較低的機台。
Q:背隙設計和夾頭有關係嗎?
有。全背隙螺紋自導性低,需高精度同步控制(剛性攻牙+固定式);無背隙自導性高、較能容忍一般進給。選夾頭與進給時要一併考慮螺紋背隙。
標籤
分享









