攻牙加工問題與對策:崩牙、折損與螺紋尺寸異常|CNC57
攻牙加工常見問題包含崩牙、折損、內螺紋擴孔與縮孔,關鍵原因多來自排屑不良、進給不同步與切削條件不當。切屑未完全排出容易造成卡屑、折損或螺紋精度異常;螺紋導程與機械進給誤差則直接影響螺紋尺寸。透過調整攻牙深度、排屑空間、同步進給與切削油,可有效提升加工穩定性與品質。
一、崩牙與折損原因
常見問題是絲攻崩牙、折損,主要原因為切屑未順利排出、切屑卡在螺紋內、排屑空間不足。加工關鍵是確認攻牙深度、確保排屑空間充足。
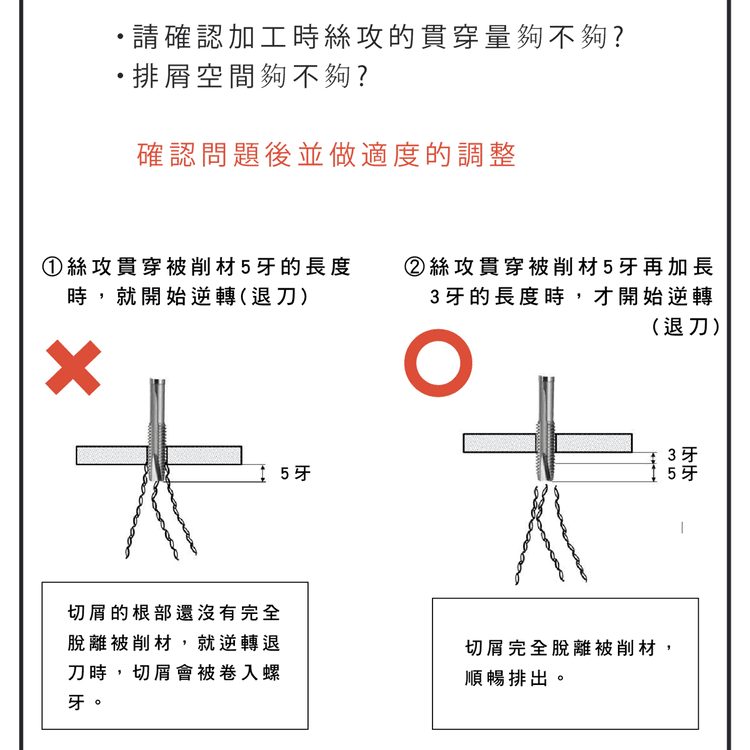
二、排屑不良的典型錯誤
錯誤操作:切削尚未完全脫離就逆轉退刀,會把切屑捲入螺紋、增加刀具負荷、容易導致崩牙。正確做法是切削完全通過後再退刀、保持排屑順暢。
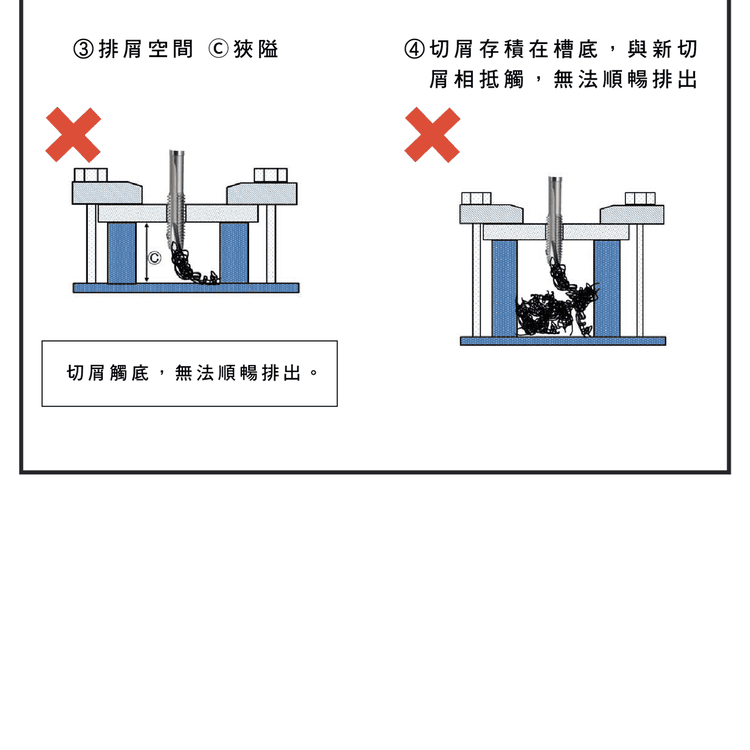
三、排屑空間與結構問題
孔底空間不足、切屑堆積在底部,會使切屑無法順利排出、與新切削互相干涉。改善方式是增加排屑空間、加深底孔、避免底部干涉。
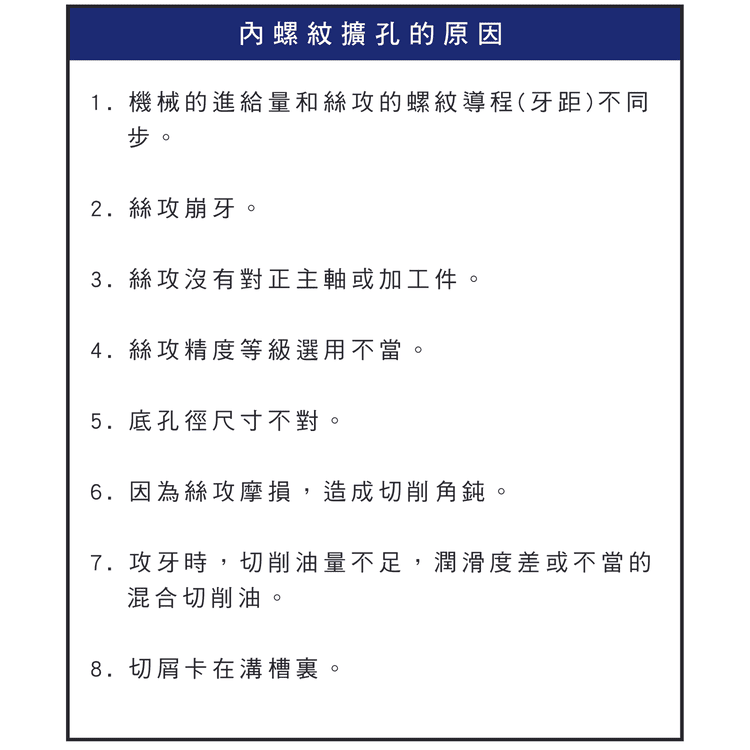
四、內螺紋擴孔(過大)原因
造成螺紋過大的原因:機械進給與螺距不同步、絲攻崩牙、工件與主軸未對正、精度等級選擇錯誤、底孔尺寸過大、刀具磨耗、潤滑不足、切屑卡住。結果是螺紋鬆動、無法達到標準精度。
※ 擴孔的完整成因與對策見〈內螺紋擴孔原因解析〉。
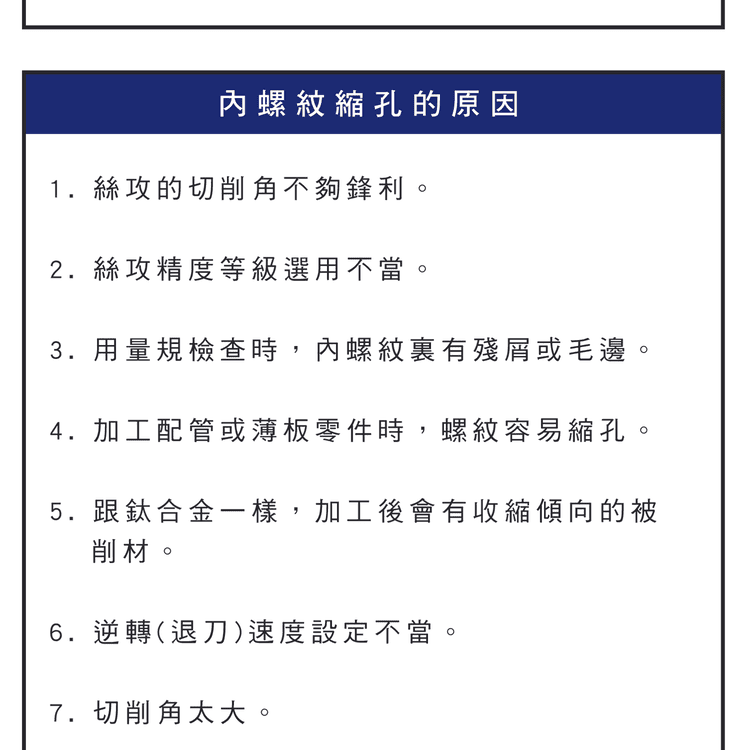
五、內螺紋縮孔(過小)原因
| 原因 | 對策方向 |
|---|---|
| 刀具不夠鋒利、切削角過大 | 換新/研磨、選對幾何 |
| 精度等級選擇不當 | 依需求選正確 P 級/6H |
| 螺紋內殘屑或毛邊 | 清屑、去毛邊 |
| 薄板/管材變形、材料加工後收縮 | 預留補償、穩定夾持 |
| 退刀速度不當 | 控制退刀、同步進給 |
縮孔會使螺紋過緊、裝配困難。
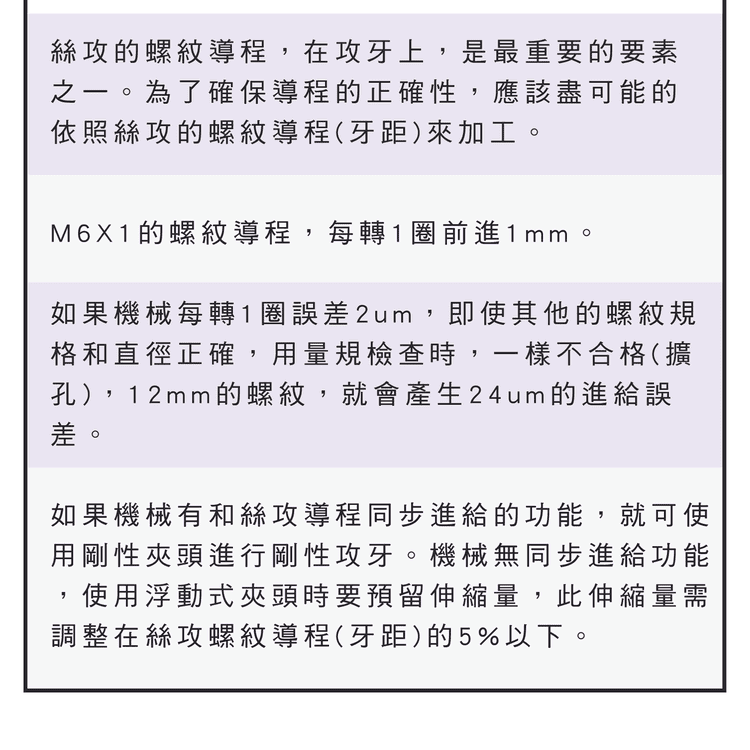
六、螺紋導程與精度關鍵
螺紋加工核心是「導程(牙距)需與機械進給同步」。例如 M6×1 → 每轉進給 1mm。若每轉有 2μm 誤差,長螺紋會累積放大,造成擴孔或牙型偏移。剛性攻牙(進給量=螺距)或浮動夾頭補償,是避免導程誤差的關鍵。
七、對策總整理
崩牙折損重排屑:切削完全通過再退刀、增加排屑空間、清屑。尺寸異常重同步:剛性攻牙或浮動夾頭補償導程、選對精度等級、控制底孔與退刀。搭配良好切削油與適當切削速度,可大幅降低攻牙不良。
擴孔詳解見〈內螺紋擴孔原因解析〉;通用對策見〈螺紋加工對策大全〉;底孔見〈螺紋底孔徑表(公制)〉;夾頭見〈夾頭與機械搭配指南〉。
常見問題 FAQ
Q:攻牙崩牙、折損最常見的原因?
多半是排屑不良:切屑卡在螺紋內、排屑空間不足,或切削未完全脫離就逆轉退刀把切屑捲入。切削完全通過後再退刀、加深底孔增加排屑空間、清屑即可大幅改善。
Q:螺紋過小(縮孔)是什麼造成的?
常見是刀具不夠鋒利、殘屑毛邊、薄板/管材變形或材料加工後收縮、退刀不當、精度等級選錯。清屑去毛邊、換利刀、預留補償與穩定夾持可改善。
Q:為什麼導程要和進給同步?
攻牙每轉的軸向進給必須等於牙距(如 M6×1 每轉 1mm)。若不同步,每轉微小誤差會沿長度累積放大,造成牙面過切或牙型偏移。剛性攻牙或浮動夾頭就是確保同步。
Q:退刀時機為什麼重要?
若切削尚未完全脫離就逆轉退刀,切屑會被捲入螺紋、增加負荷而崩牙。應等切削完全通過後再退刀,並保持排屑順暢,尤其盲孔更要注意孔底排屑空間。









