螺紋加工對策大全:折損、磨耗、擴孔與縮孔|CNC57
螺紋加工不良多來自切削阻力過大、排屑不良、進給不同步與絲攻選用錯誤,常見問題包含折損、異常磨耗與內螺紋擴孔。透過正確的設備設定、夾頭選擇、切削油與絲攻設計,可提升加工穩定性與螺紋品質。本文整理折損、磨耗與擴孔的對策與檢查重點,並延伸連結擴孔原因、崩牙縮孔與管用專篇,協助快速排除攻牙問題、降低不良率。
一、常見問題分類
| 問題 | 現象 |
|---|---|
| 折損(Breakage) | 絲攻斷裂、崩牙 |
| 異常磨耗 | 平行磨耗、溶著(積屑)、崩牙 |
| 內螺紋擴孔 | 內徑過大、牙型變形、不通過牙規 |
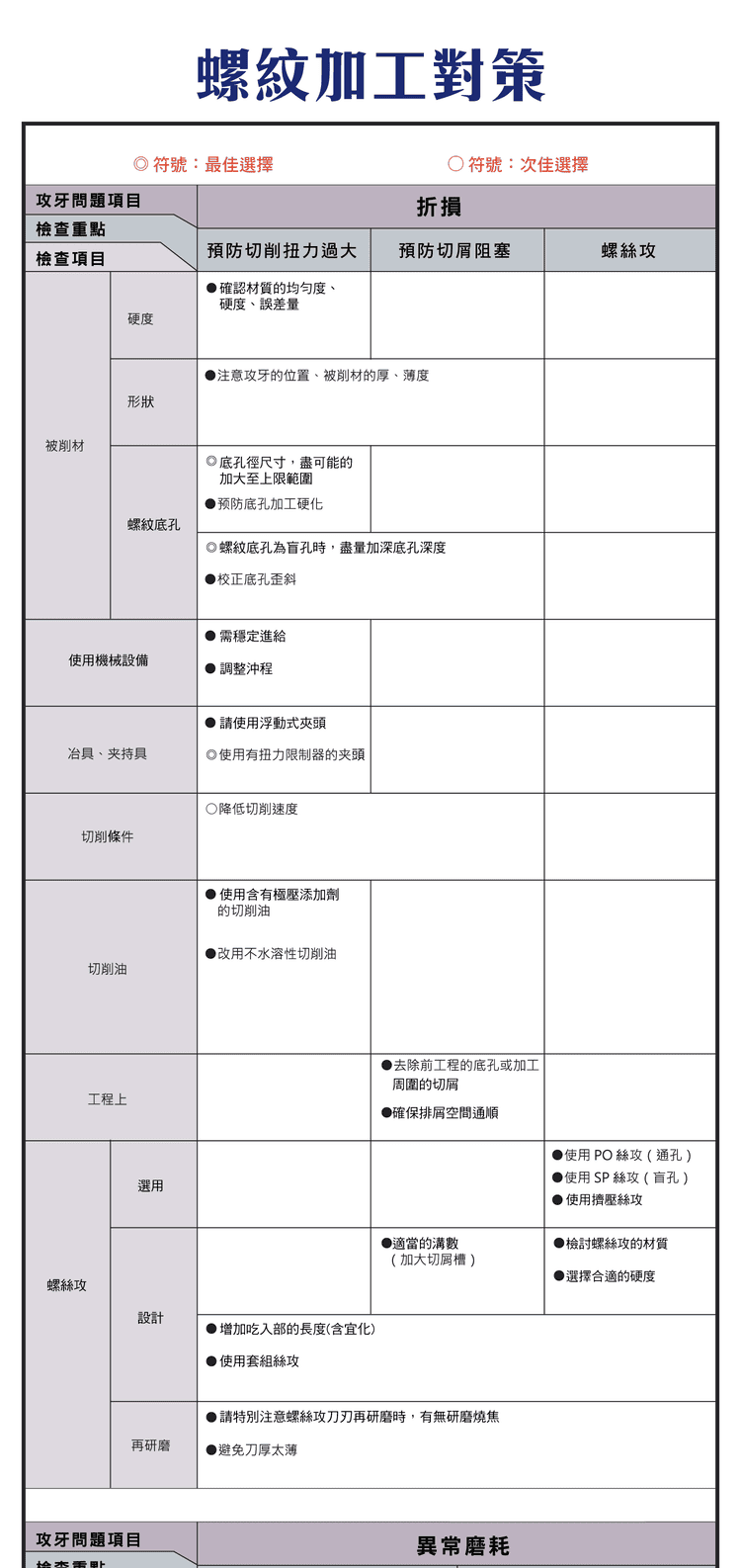
二、攻牙折損原因與對策
主要原因:切削扭力過大、排屑阻塞、進給不同步。對策依面向:
| 面向 | 對策 |
|---|---|
| 被削材 | 確認材質均勻與硬度、避免加工硬化區、控制加工厚度與位置 |
| 底孔 | 底孔尺寸接近上限(略放大)、避免底孔硬化、修正孔位歪斜 |
| 設備 | 使用穩定進給系統、調整同步攻牙參數 |
| 夾頭 | 浮動式夾頭補償誤差,或高剛性固定夾頭 |
| 切削條件 | 適當降低切削速度、避免進給波動 |
| 切削油 | 用含極壓添加劑油品、避免低潤滑水性油 |
| 工程 | 清除底孔切屑、確保排屑順暢 |
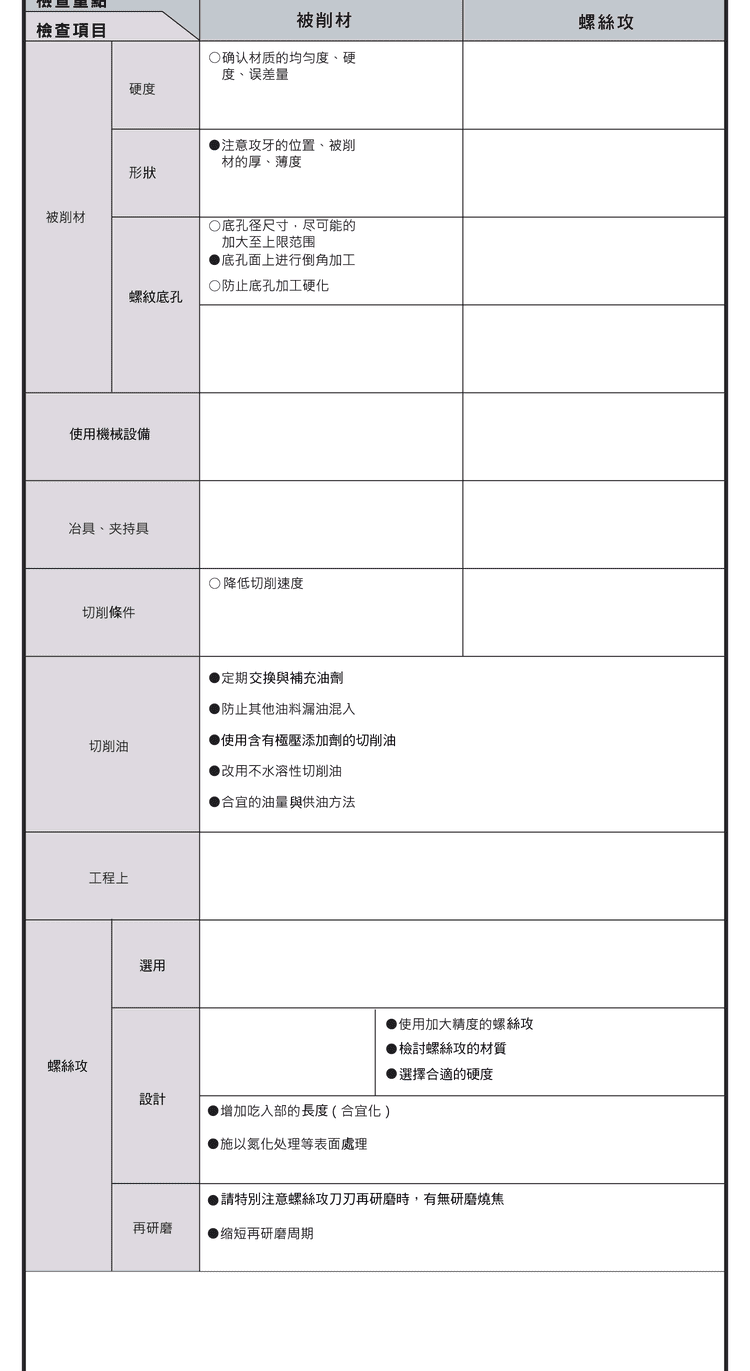
三、異常磨耗對策
| 面向 | 對策 |
|---|---|
| 切削油 | 定期更換、確認黏度與供油方式 |
| 切削條件 | 降低切削速度、穩定進給 |
| 刀具選擇 | 用高精度絲攻、選擇適合材質硬度 |
| 設計 | 增加有效螺紋長度、表面處理(如氮化) |
| 再研磨 | 避免刀刃過薄、縮短研磨週期 |
常見磨耗型態:平行磨耗、溶著(積屑)、崩牙。
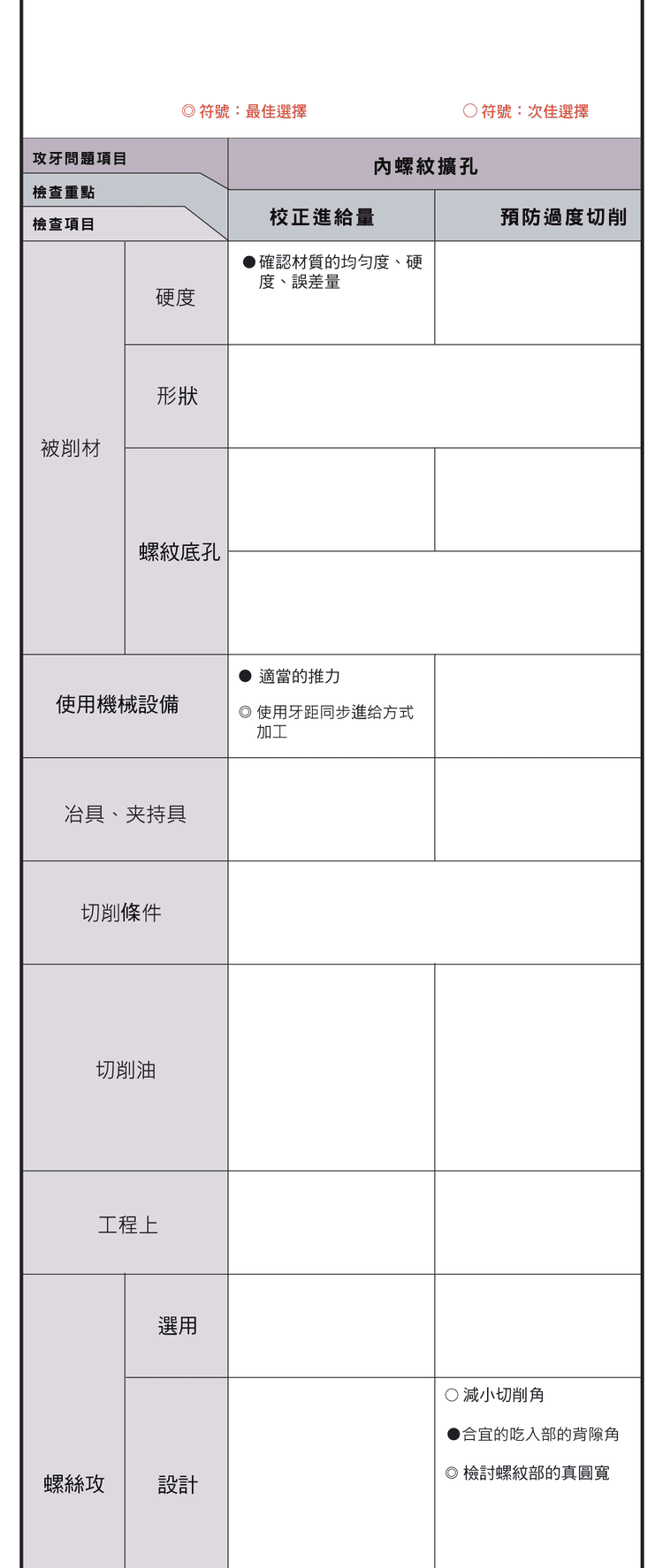
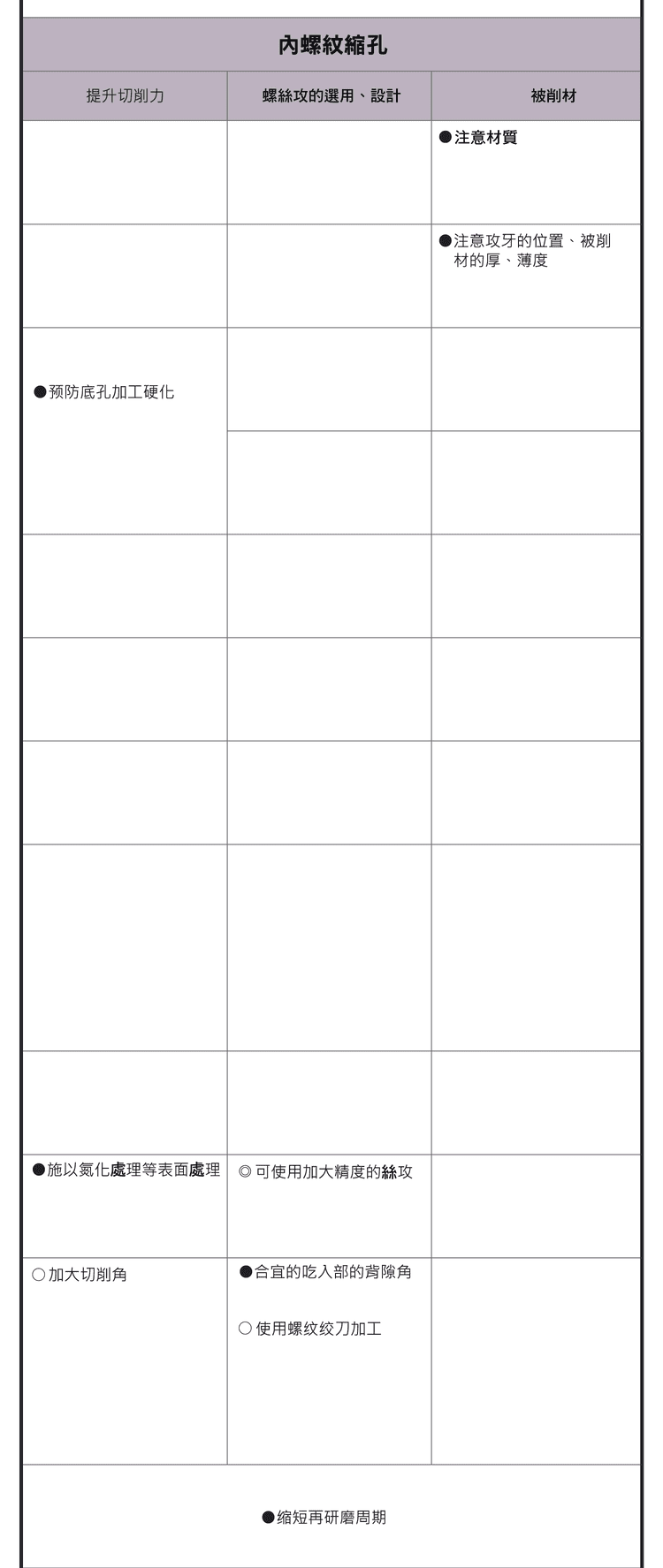
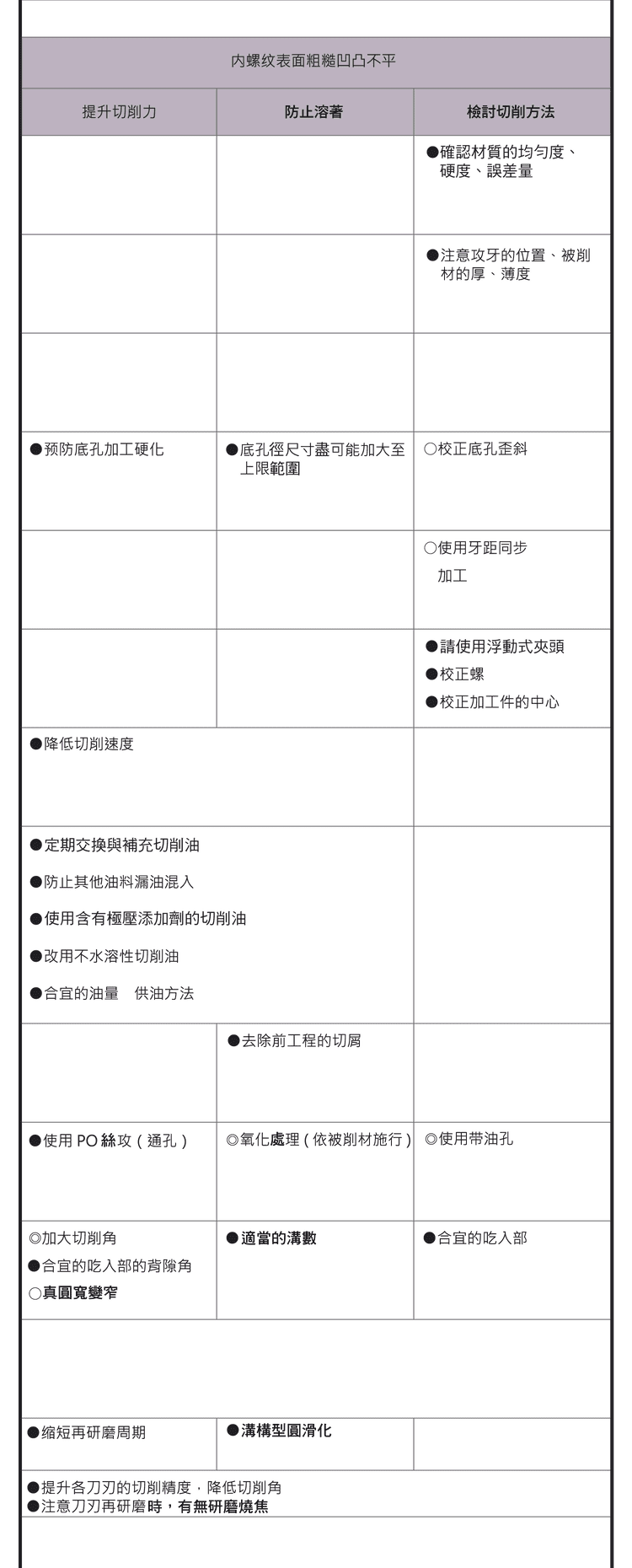
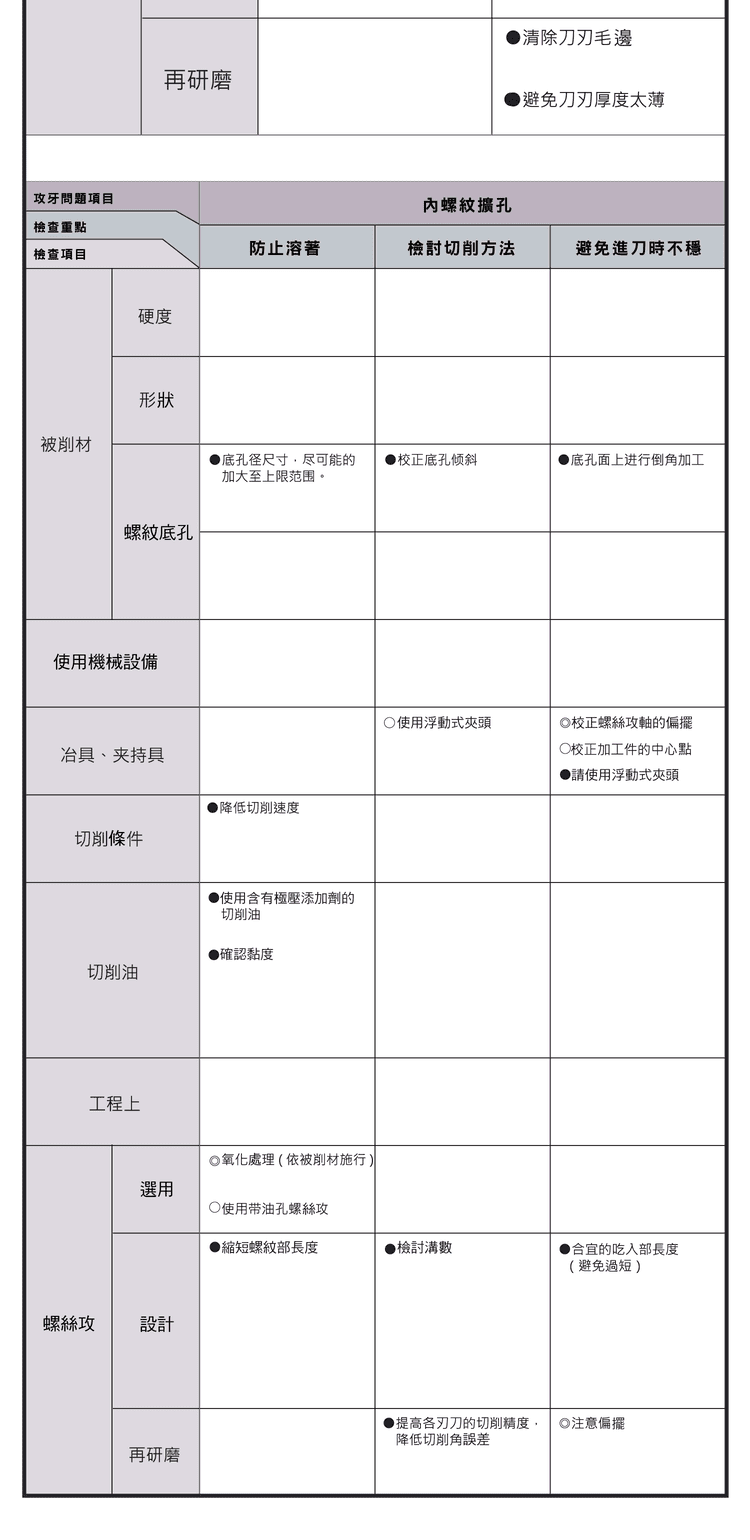
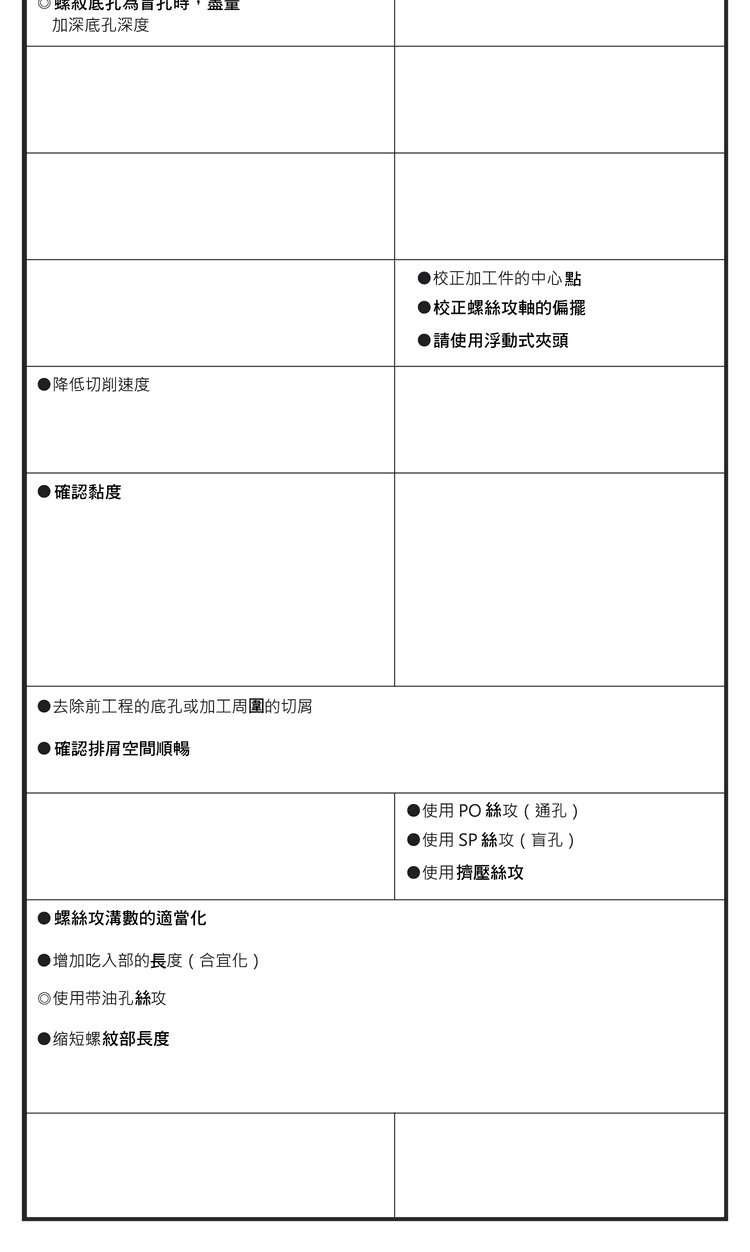
四、內螺紋擴孔與粗糙對策(概要)
擴孔指攻牙後內徑過大、牙型變形、不通過牙規,主因是進給與螺距不同步、偏擺、選刀不當或刀具磨耗。對策以剛性攻牙(進給量=螺距)或浮動夾頭補償、確保對心、及時換刀為主。
※ 擴孔的完整成因與對策(進給過量/過慢、偏擺、選刀、磨耗),詳見〈內螺紋擴孔原因解析〉;崩牙、縮孔與排屑退刀詳見〈攻牙加工問題與對策〉。

五、快速檢查重點
依序檢查:①底孔尺寸與孔位 → ②絲攻型式與材料匹配 → ③夾頭對心與同步進給 → ④切削速度與切削油 → ⑤排屑與退刀時機 → ⑥刀具磨耗狀態。多數攻牙不良都能從這六點找到原因。
速度/扭力見〈攻牙速度計算〉、〈攻牙扭力計算公式〉;底孔見〈螺紋底孔徑表(公制)〉;夾頭見〈夾頭與機械搭配指南〉;管用問題見〈管用絲攻問題對策〉。
常見問題 FAQ
Q:攻牙崩牙、折損怎麼避免?
關鍵在排屑:切削完全通過後再退刀、增加排屑空間、清除底孔切屑,並降低切削速度、用含極壓添加劑切削油、底孔略放大,即可大幅降低崩牙與折損。
Q:絲攻異常磨耗怎麼改善?
定期更換切削油並確認供油、降低切削速度與穩定進給、選高精度且適合材質硬度的絲攻,並以表面處理(如氮化)提升耐磨、縮短再研磨週期,避免刀刃過薄。
Q:內螺紋擴孔(牙規 NG)怎麼辦?
多因進給與螺距不同步、偏擺或刀具磨耗。用剛性攻牙或浮動夾頭補償、確保對心、及時換刀。完整成因與對策見〈內螺紋擴孔原因解析〉。
Q:排除攻牙問題的檢查順序是什麼?
依序檢查底孔尺寸與孔位、絲攻型式與材料、夾頭對心與同步進給、切削速度與切削油、排屑與退刀時機、刀具磨耗。多數問題都能從這六點定位原因。









