螺紋銑刀使用指南:螺旋進給、選型與切削條件|CNC57
螺紋銑刀是一種高彈性的內螺紋加工工具,可用單一刀具加工不同直徑與左右螺紋,並大幅降低斷刀風險、提升精度。相較傳統絲攻,螺紋銑削採多軸控制與螺旋進給,不會產生內牙停止線,適合高精度與高價值零件。本文整理螺紋銑刀的加工原理、與絲攻的差異、刀具選型與切削條件(參考),協助快速建立穩定加工。
一、螺紋銑刀的核心優勢
| 優勢 | 說明 |
|---|---|
| 一刀多徑 | 同一刀具可加工多種直徑(相同牙距) |
| 左右牙皆可 | 由 CNC 程式決定旋向,同一刀具切左、右牙 |
| 切屑細小 | 不易卡屑,排屑較穩定 |
| 低馬力可加工大徑 | 逐步切削,適合低馬力機台加工大直徑 |
| 程式補正精度 | 可透過刀徑補正調整螺紋精度 |
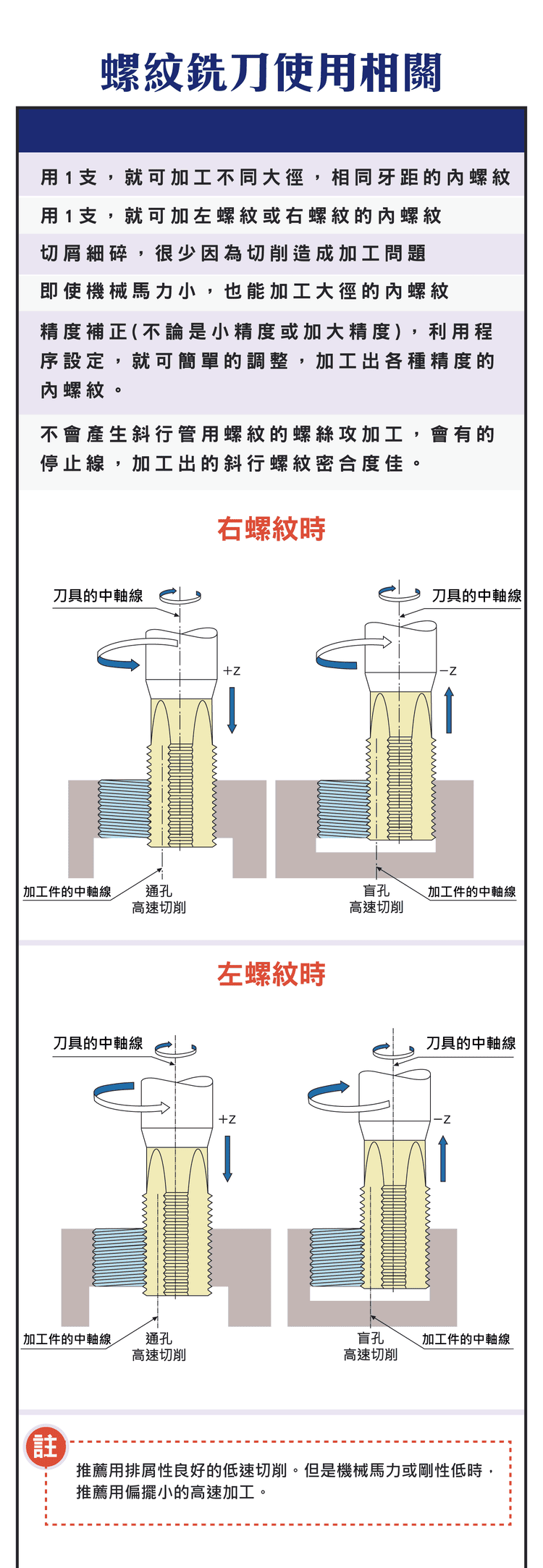
| 無內牙停止線 | 螺旋進給不留停止線,螺紋密合度高、表面穩定 |
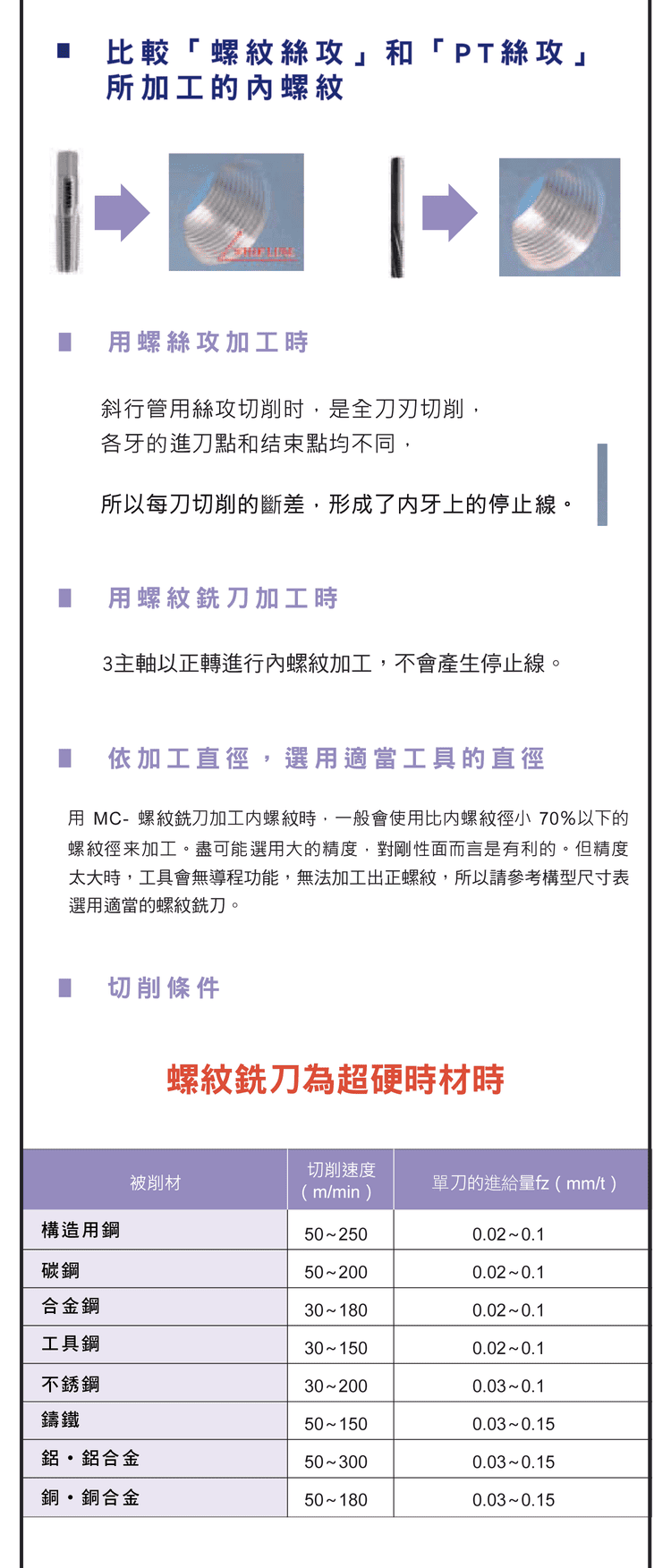
二、螺紋銑削 vs 傳統絲攻
| 項目 | 傳統絲攻 | 螺紋銑刀 |
|---|---|---|
| 切削方式 | 全刃接觸切削 | 螺旋進給、逐步切削 |
| 停止線 | 易形成內牙停止線 | 無停止線 |
| 斷刀風險 | 較高 | 較低、加工更穩定 |
| 適合 | 快速加工、標準螺紋 | 高精度、高價值零件、大徑 |
三、左右螺紋與刀具選型
右螺紋順時針旋轉、左螺紋逆時針,進給方向相反,均由 CNC 程式決定,同一刀具即可切左右牙。刀具直徑選擇原則:
| 原則 | 說明 |
|---|---|
| 刀徑 < 內螺紋直徑的 70% | 提高剛性、保持切削空間、避免干涉 |
| 刀徑過大 | 無法形成完整牙型 |
四、切削條件(參考)
以下為螺紋銑刀(超硬材質)之切削速度參考範圍,實際請以刀具原廠型錄為準:
| 被削材 | 切削速度(參考,m/min) |
|---|---|
| 構造鋼 | 約 50~250 |
| 碳鋼 | 約 50~200 |
| 合金鋼 | 約 30~180 |
| 不鏽鋼 | 約 30~200 |
| 鑄鐵 | 約 50~150 |
| 鋁合金 | 約 50~300 |
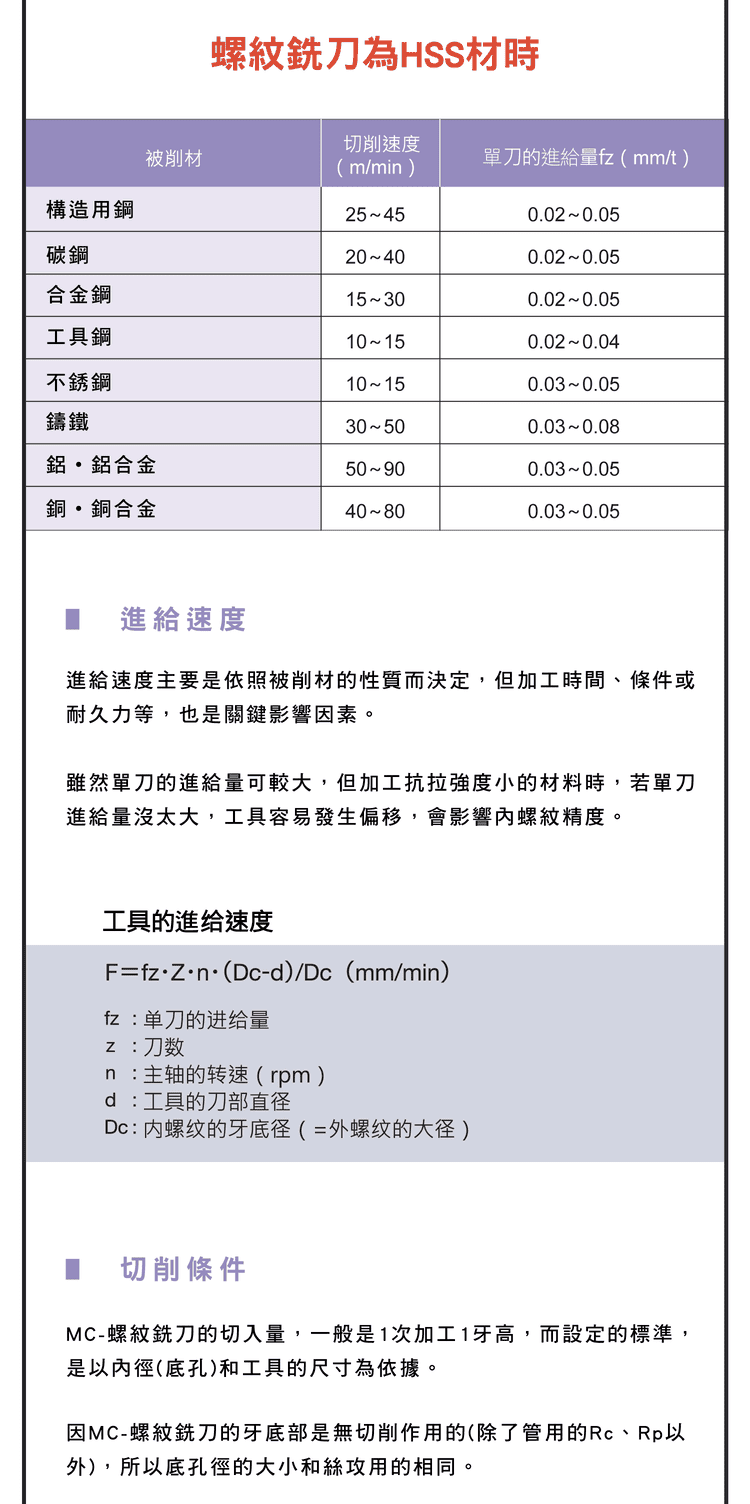
每刃進給約 0.02~0.15 mm/t(參考);HSS 材質速度約為超硬的一半左右。
※ 以上為螺紋銑刀之參考值,實際切削條件請以刀具原廠型錄、材料與機台為準,勿直接套用。
五、適用與選型建議
螺紋銑刀適合高精度、高價值零件、大直徑、難以斷刀取出的深孔或硬材,以及需左右牙彈性的場合;一般標準螺紋量產、追求速度時,傳統絲攻仍較快。選型時先確認牙距、內螺紋直徑與旋向,再依刀徑原則與材料選擇。
牙型與代號見〈螺紋記號表〉、〈螺紋標準牙形解析〉;絲攻工具總覽見〈螺紋工具規格表〉;規格見〈螺紋規格表完整整理〉。
常見問題 FAQ
Q:螺紋銑刀和絲攻怎麼選?
追求高精度、大直徑、左右牙彈性或怕斷刀難取出時,選螺紋銑刀;一般標準螺紋、講求速度與成本的量產,傳統絲攻更快更經濟。依精度、直徑與生產型態決定。
Q:為什麼一支螺紋銑刀能加工多種直徑?
因為螺紋銑削靠 CNC 螺旋插補走出螺紋軌跡,牙距由刀具牙型決定、直徑由程式路徑決定。只要牙距相同,同一支刀具就能銑不同直徑的內螺紋。
Q:刀徑要選多大?
建議刀徑小於內螺紋直徑的 70%,以保有切削空間、避免干涉並提高剛性。刀徑過大會無法形成完整牙型;太小則剛性不足、加工時間長。
Q:什麼是內牙停止線?
傳統絲攻反轉退出時,牙側常留下一條接續痕跡(停止線),影響密合與美觀。螺紋銑削以連續螺旋進給成形,不會產生停止線,螺紋更平順密合。
標籤
分享









