鑽頭各部位名稱解析:結構設計與切削性能關鍵|CNC57
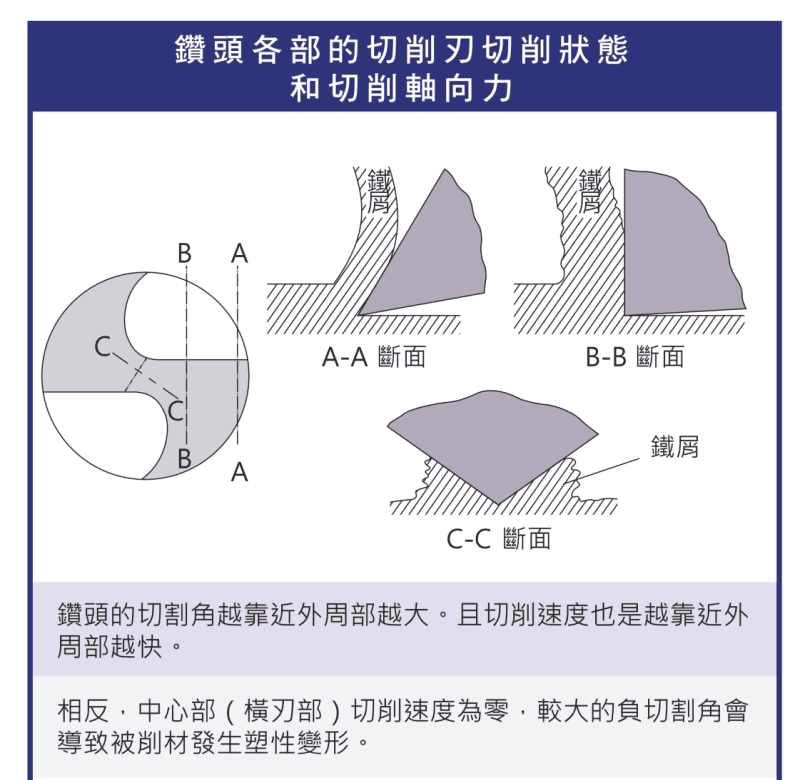
鑽頭各部位結構直接影響鑽孔精度、切削效率與刀具壽命。鑽頭由刃帶、螺旋槽、芯厚與橫刃等多個關鍵部位組成,其中外周切削速度最高,而中心橫刃切削速度為零,容易產生高軸向負載與塑性變形。透過橫刃修磨(如 X 型修磨)可有效降低切削負荷、減少振動並提升孔徑精度,是提升 CNC 鑽孔品質的重要技術。鑽尖角與螺旋角等幾何設計可進一步參考鑽頭形狀與功能解析。
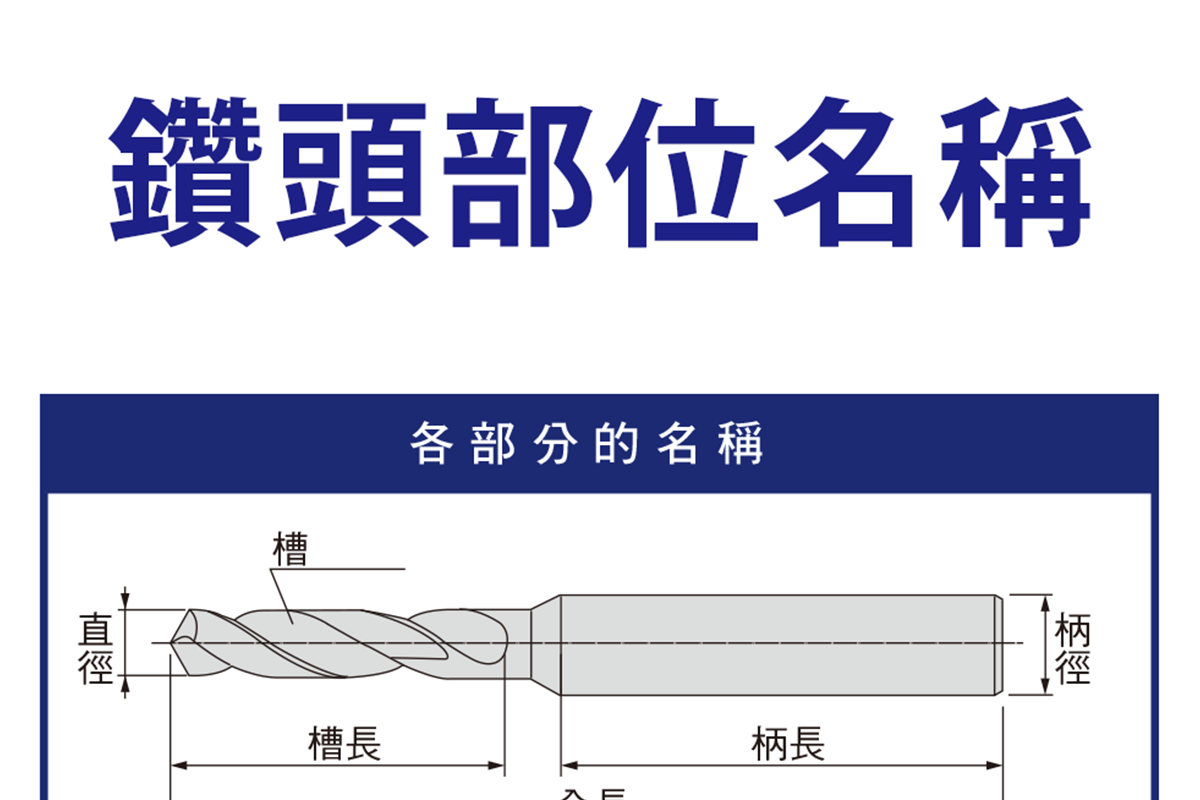
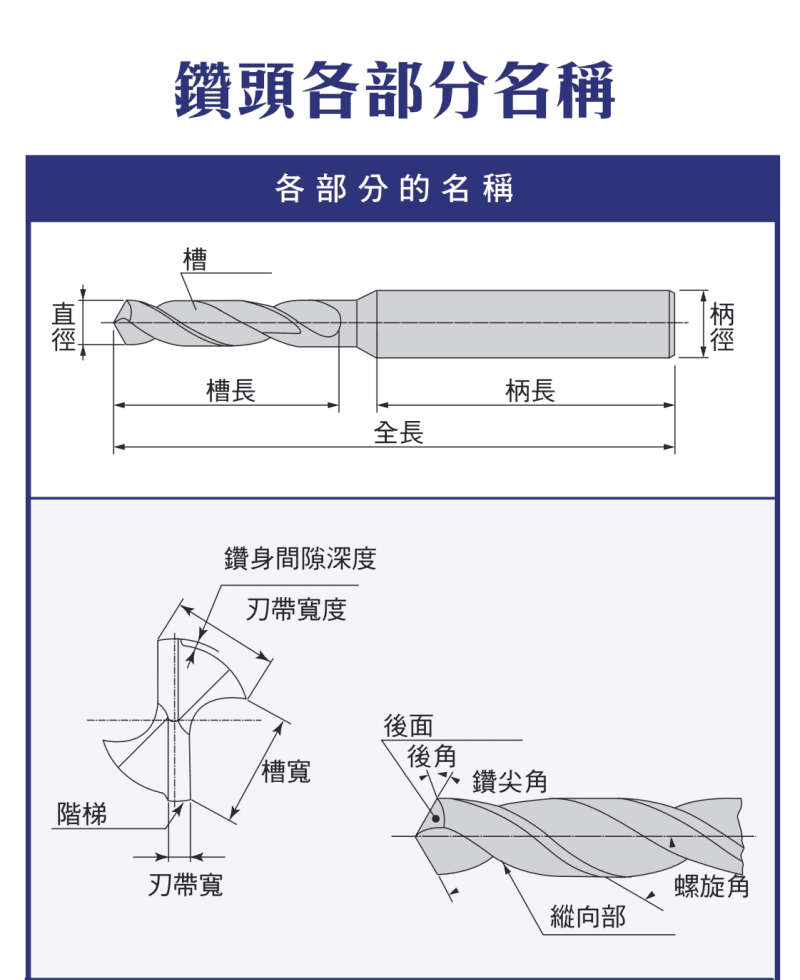
鑽頭各部位名稱與功能
鑽頭的主要結構與各自的功能如下表。
| 部位 | 英文 | 主要功能 |
|---|---|---|
| 刃帶 | Margin | 維持孔徑精度、導向 |
| 螺旋槽 | Flute | 排屑與冷卻 |
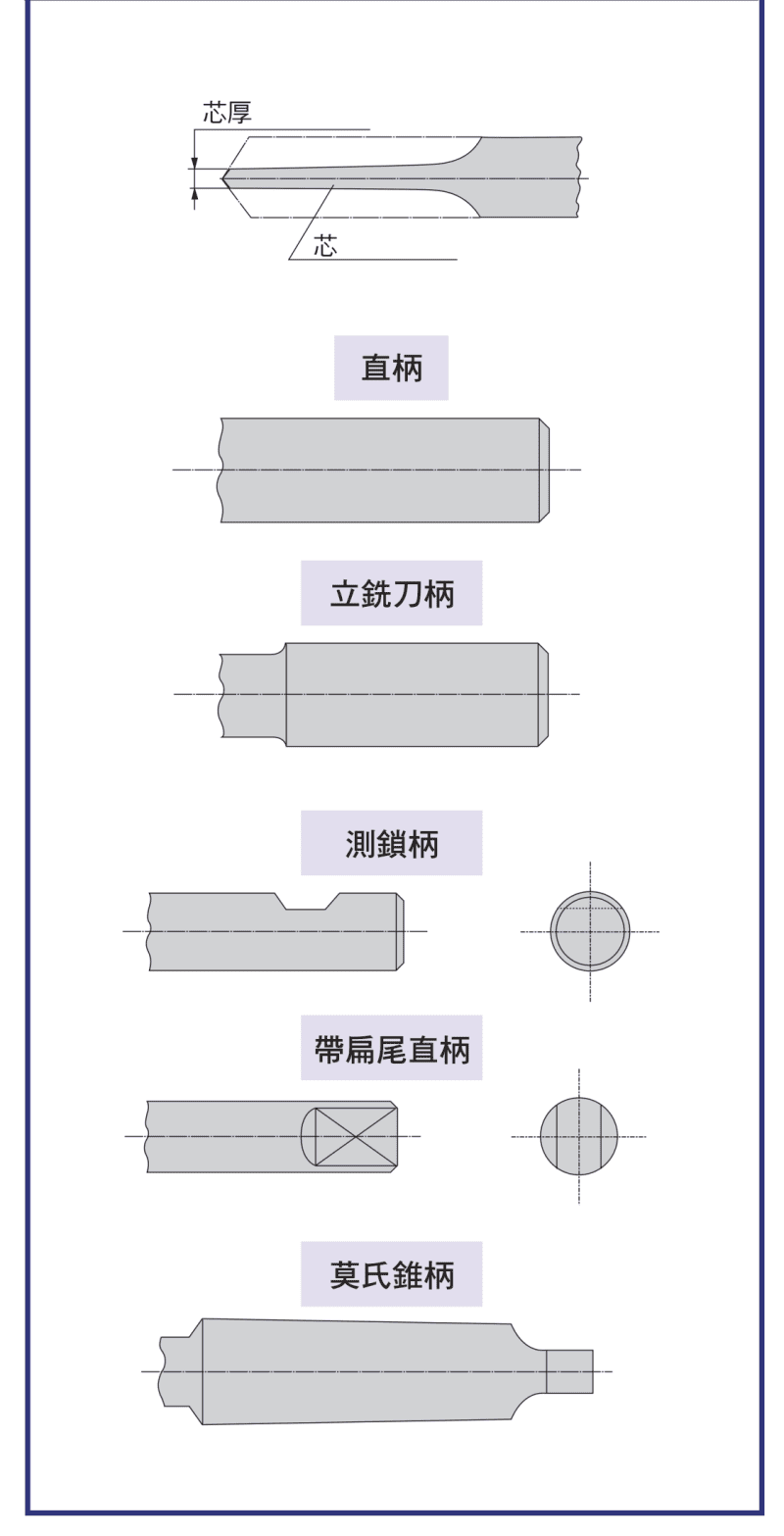
| 芯(芯厚) | Web | 影響刀具剛性與強度 |
| 螺旋角 | Helix Angle | 影響排屑效率 |
| 鑽尖角 | Point Angle | 影響切入與切削分力 |
| 後角與後面 | Clearance / Flank | 避免摩擦、確保切入 |
| 柄部 | Shank | 夾持(直柄、莫氏錐柄等) |
鑽頭切削機制與軸向負載
鑽頭沿半徑方向的切削速度不同,造成負載分布不均。
| 位置 | 切削速度 | 影響 |
|---|---|---|
| 外周部 | 最高 | 切削順暢 |
| 中心橫刃 | 趨近於 0 | 塑性變形、軸向負載顯著增加 |
由 A-A、B-B、C-C 斷面可見,外圍切削較順暢、中心切削阻力最大,進而導致振動增加、加工精度下降與刀具磨耗加速。橫刃是主要的軸向負載來源。
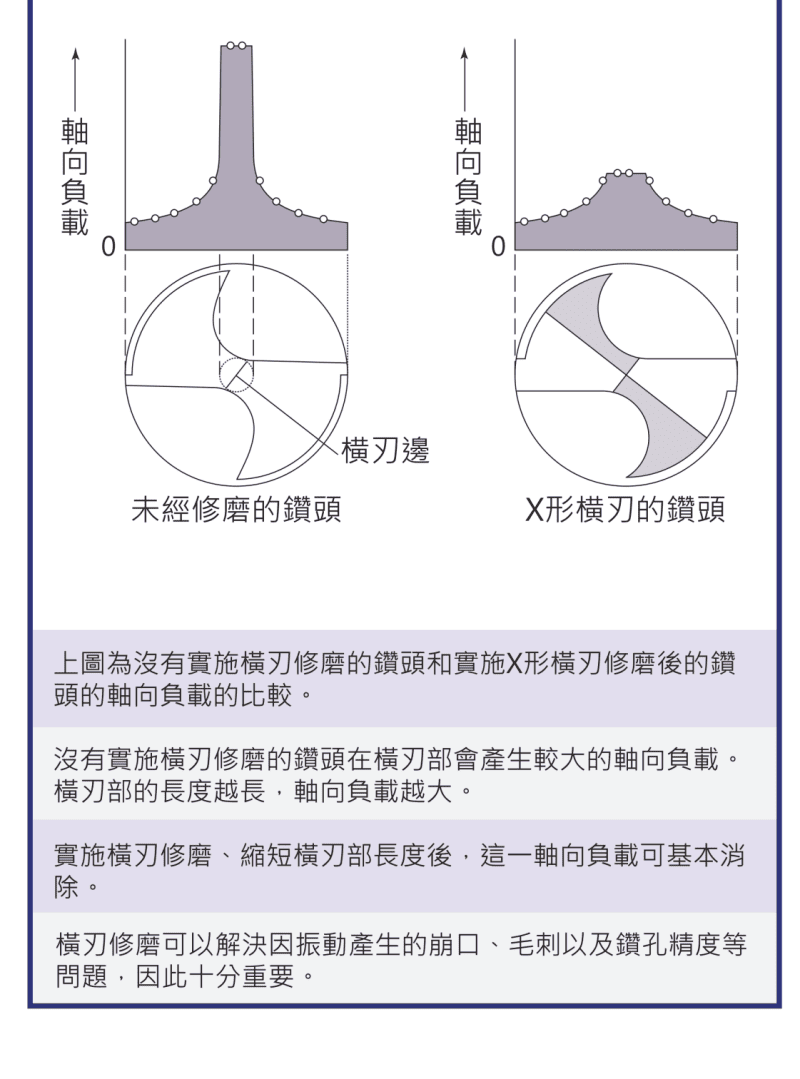
橫刃修磨的重要性
橫刃過長會大幅提高軸向負載;透過 X 型橫刃修磨可縮短橫刃、降低負載。
| 項目 | 未修磨 | X 型橫刃修磨後 |
|---|---|---|
| 橫刃長度 | 較長 | 縮短 |
| 軸向負載 | 高 | 大幅降低 |
| 加工表現 | 振動大、易崩刃、毛邊多 | 減少振動、降低崩刃、改善毛邊、提升孔徑精度 |
鑽頭性能最佳化建議
| 面向 | 建議 |
|---|---|
| 刀具設計 | 選擇適當芯厚、採用橫刃修磨設計 |
| 加工條件 | 控制進給與轉速、搭配適當冷卻 |
| 高精度加工 | 必須橫刃修磨 |
| 深孔加工 | 強化排屑設計 |
切削速度與進給的設定,可參考鑽頭切削參數設定指南;加工異常的排除見鑽頭加工異常排除指南。
Q:鑽頭的「橫刃」是什麼?為什麼重要?
A:橫刃是鑽頭中心連接兩主切刃的部分,該處切削速度趨近於 0,以擠壓而非切削方式作用,是軸向負載的主要來源,直接影響定心、振動與孔徑精度。
Q:X 型橫刃修磨有什麼效果?
A:X 型修磨可縮短橫刃、降低軸向負載,進而減少振動、降低崩刃、改善毛邊並提升孔徑精度,特別適合高精度鑽孔。
Q:芯厚對鑽頭有什麼影響?
A:芯厚越大,鑽頭剛性與強度越好,但橫刃也越長、軸向阻力上升;需在剛性與切削負荷之間取得平衡,深孔加工通常會強化芯厚與排屑設計。
Q:螺旋角和排屑有什麼關係?
A:螺旋角影響切屑沿螺旋槽排出的順暢度;角度較大有利排屑與冷卻,適合韌性材料,但會降低刃口強度,需依材料選擇。
標籤
分享









