鑽頭形狀與用途解析:刃型、修磨類型與加工選擇|CNC57
鑽頭的切削性能與孔加工品質,取決於其幾何形狀與刃口設計。不同頂端形狀如圓錐、平面、三面、螺旋面與各類修磨形式,會影響切削阻力、排屑效率與定位精度。正確選擇鑽頭形狀,可提升加工精度、延長刀具壽命並降低加工不良率。各幾何參數的影響可先參考鑽頭形狀與功能解析。
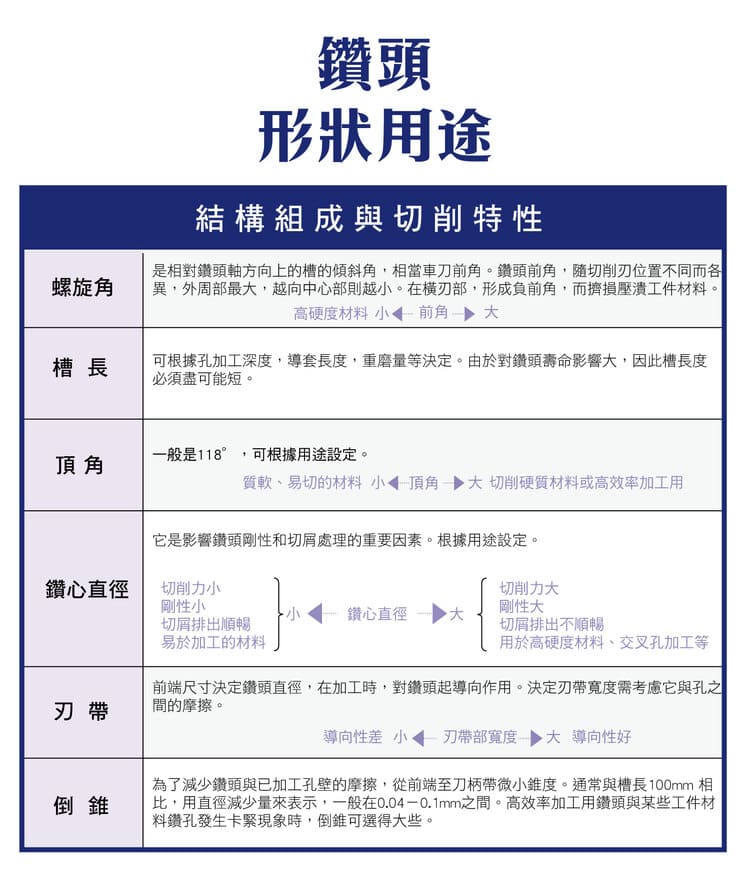
鑽頭結構與切削特性
鑽頭的主要幾何參數與其對切削的影響如下表。
| 參數 | 對切削的影響 |
|---|---|
| 螺旋角 | 影響排屑能力與切削流動;螺旋角越大排屑越順,但剛性降低 |
| 槽長 | 決定加工深度與排屑能力;槽越長剛性越低 |
| 頂角(鑽尖角) | 一般約 118°;小角度適合軟材料、大角度適合硬材料 |
| 鑽心直徑 | 影響剛性與切削阻力;大鑽心提高強度但增加切削力 |
| 刃帶 | 影響導向性與孔精度 |
| 倒錐 | 減少孔壁摩擦、提升加工穩定性 |
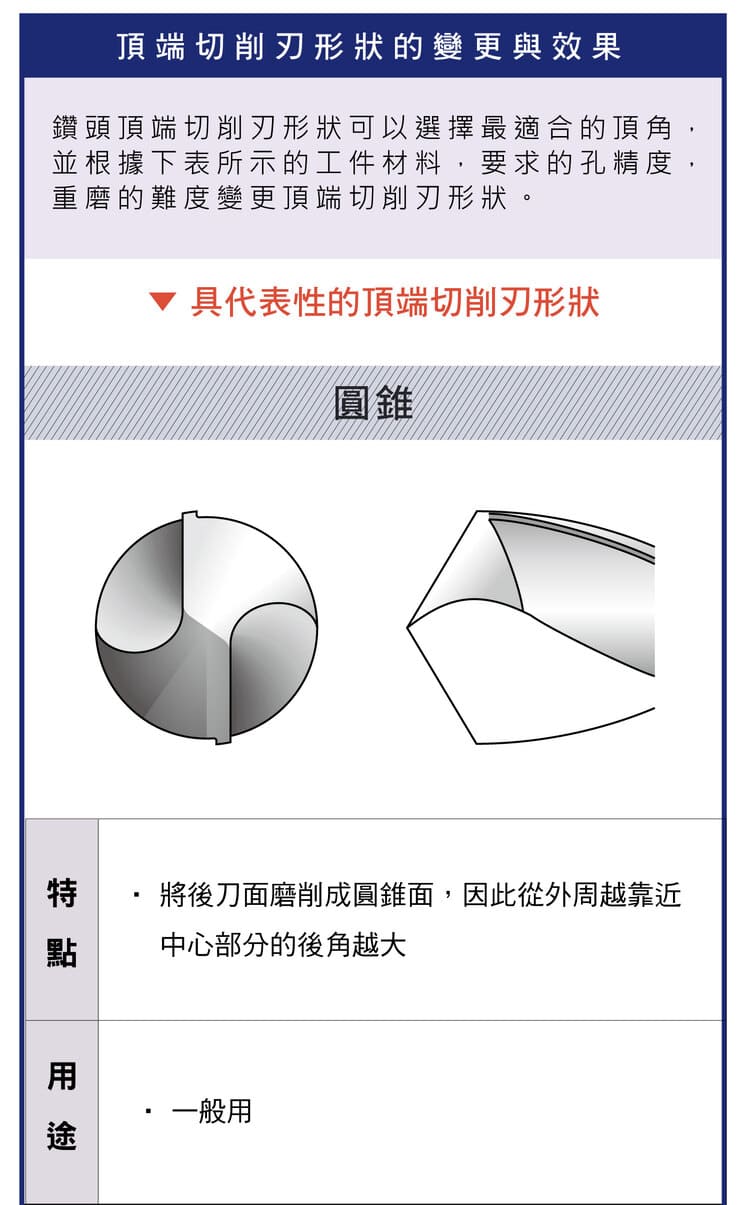
刃口頂端形狀類型
不同的第二後刀面/頂端形狀,對應不同的加工需求。
| 類型 | 特點 | 用途 |
|---|---|---|
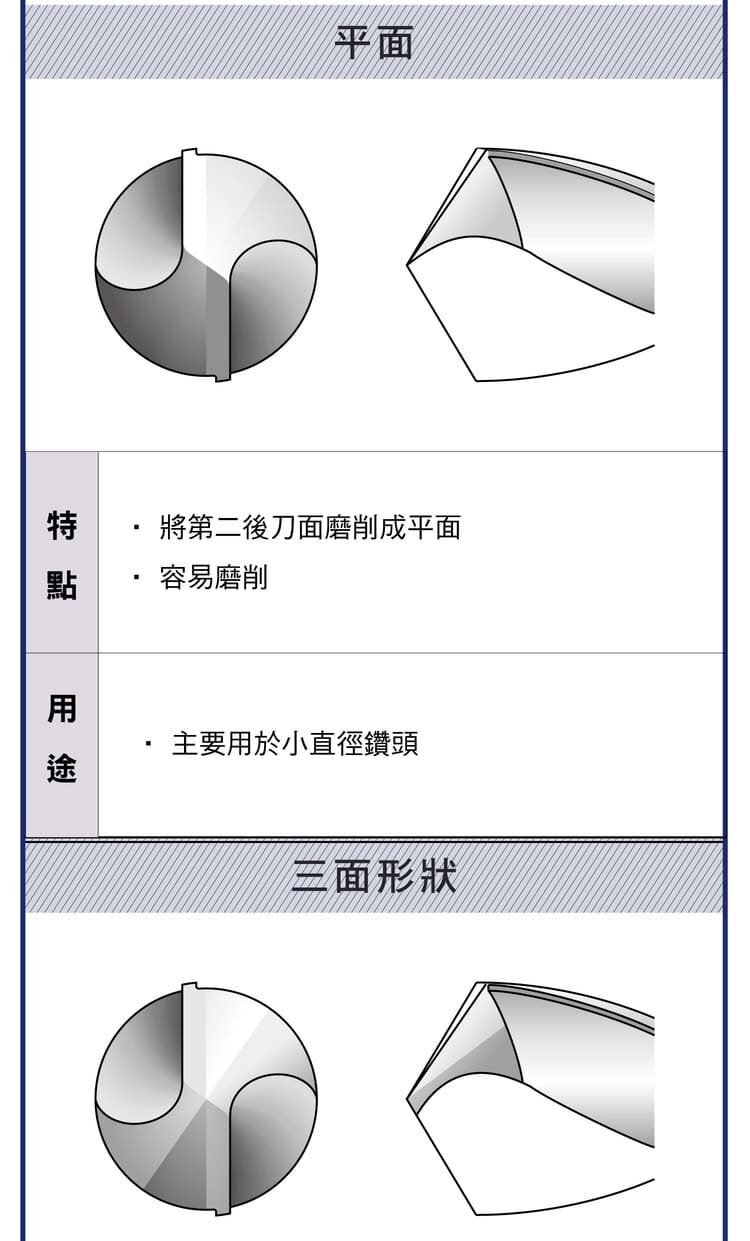
| 平面型 | 第二後刀面為平面、易於再研磨 | 小直徑鑽頭 |
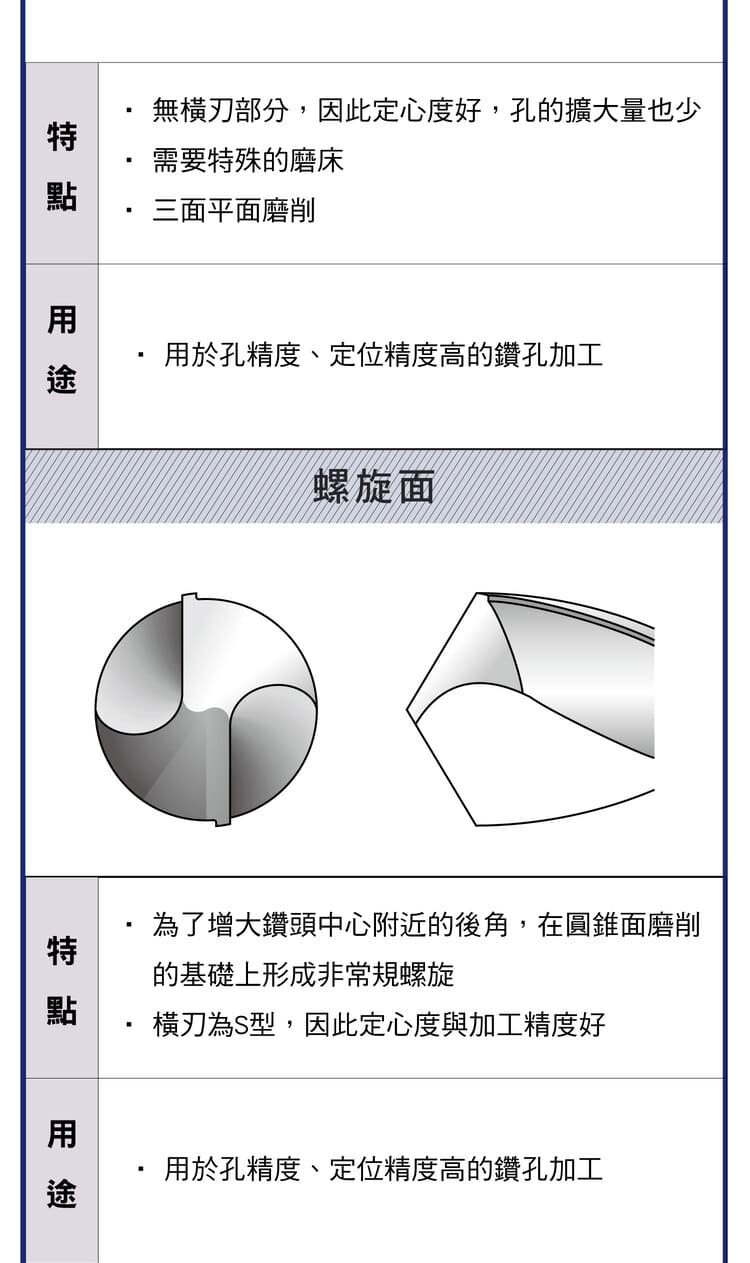
| 三面型 | 無橫刃、定心性佳、孔精度高 | 高精度鑽孔 |
| 螺旋面型 | 橫刃呈 S 型、切削更平順 | 高精度孔加工 |
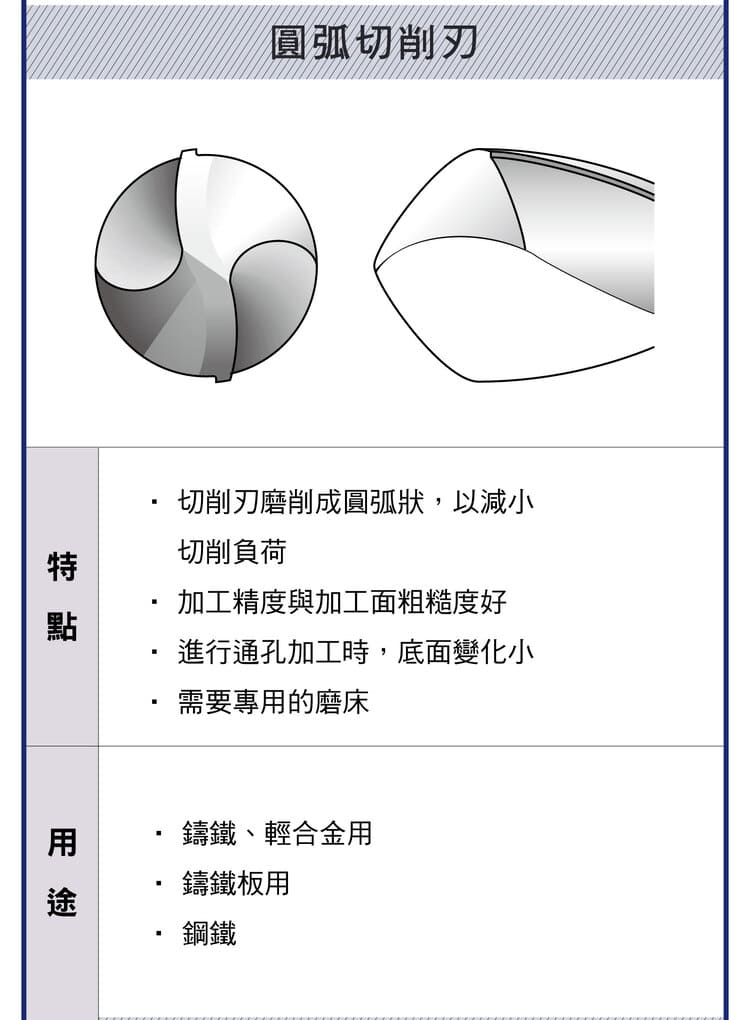
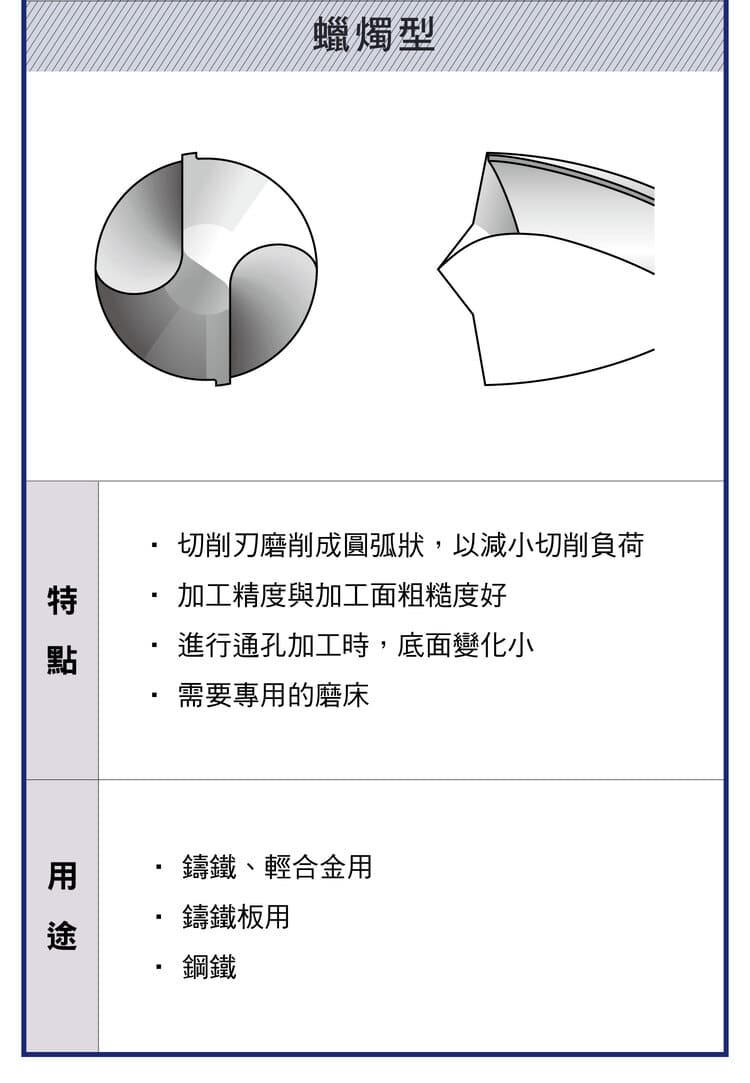
| 圓弧切削刃 | 切削負荷降低、表面粗糙度佳 | 鑄鐵、鋼材、輕合金 |
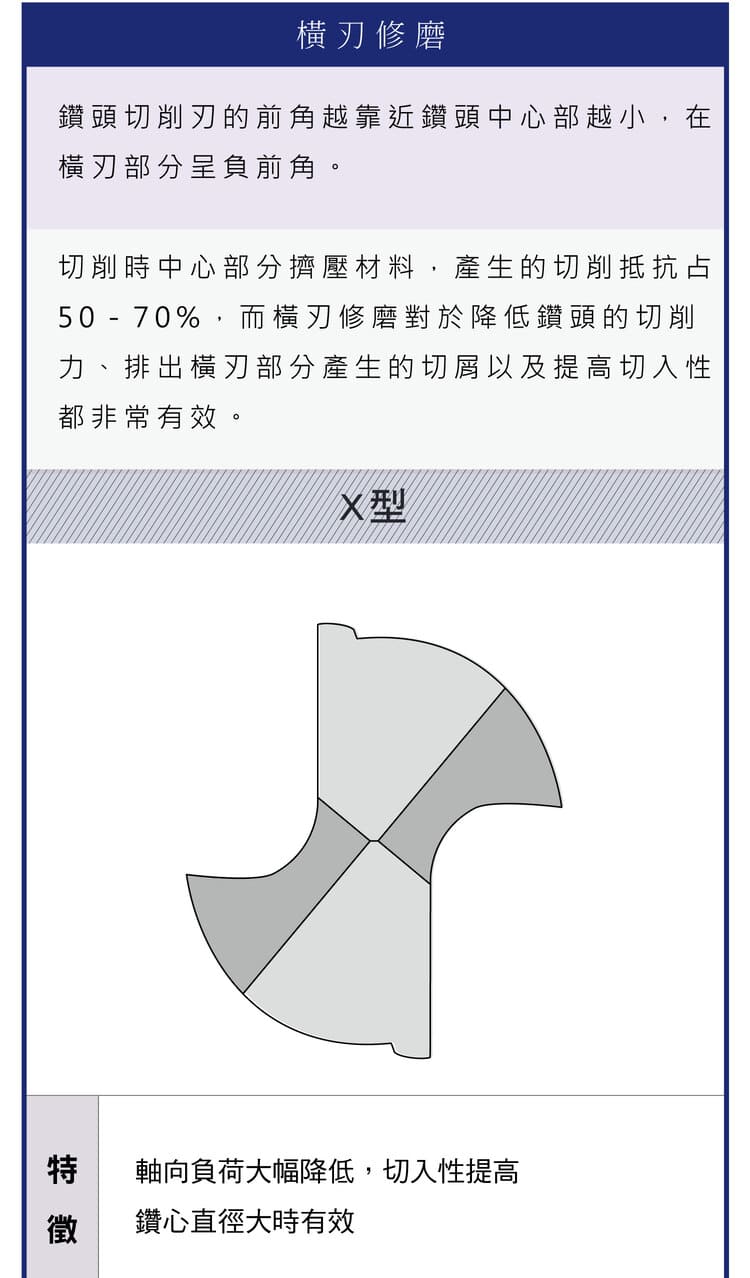
橫刃修磨類型
橫刃修磨可改變定心、軸向力與刀刃強度,常見類型如下。
| 類型 | 特點 | 用途 |
|---|---|---|
| X 型 | 降低軸向力、提高切入性 | 一般加工與深孔 |
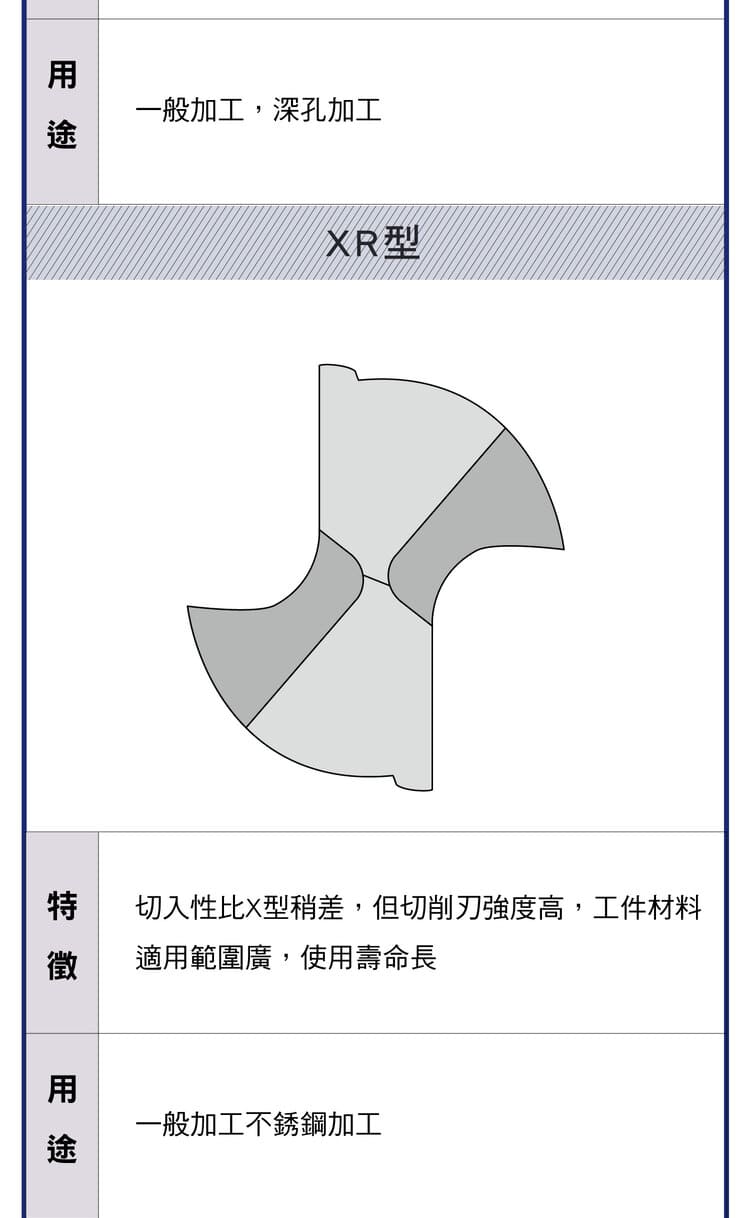
| XR 型 | 刀刃強度高、壽命長 | 不鏽鋼加工 |
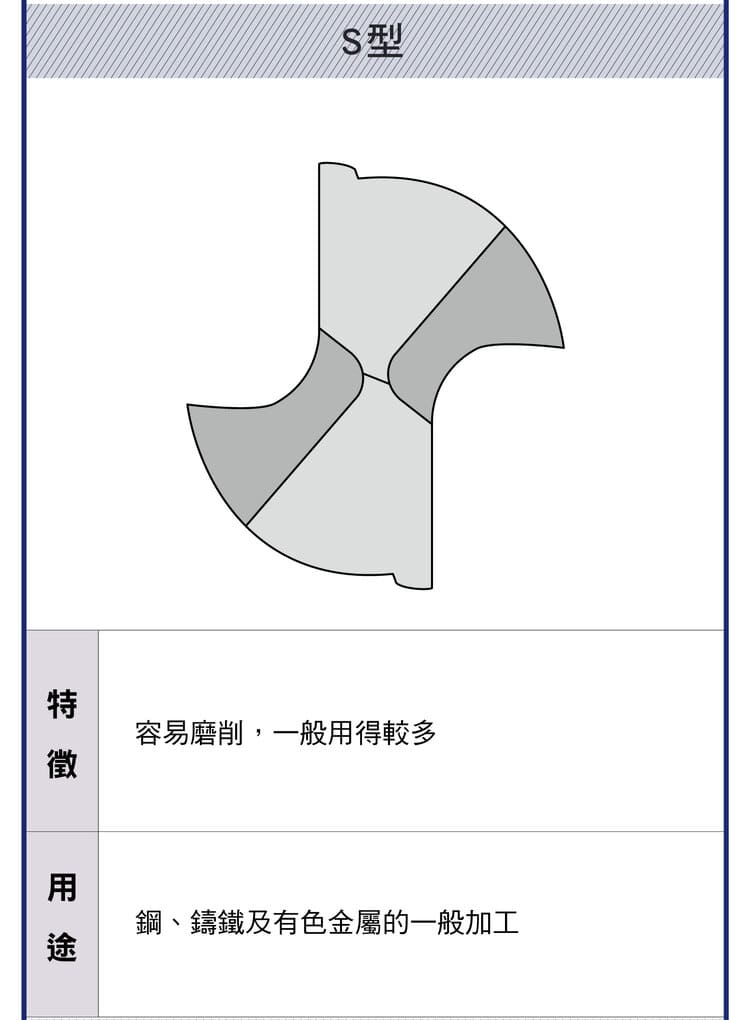
| S 型 | 易於磨削、使用範圍廣 | 一般金屬加工 |
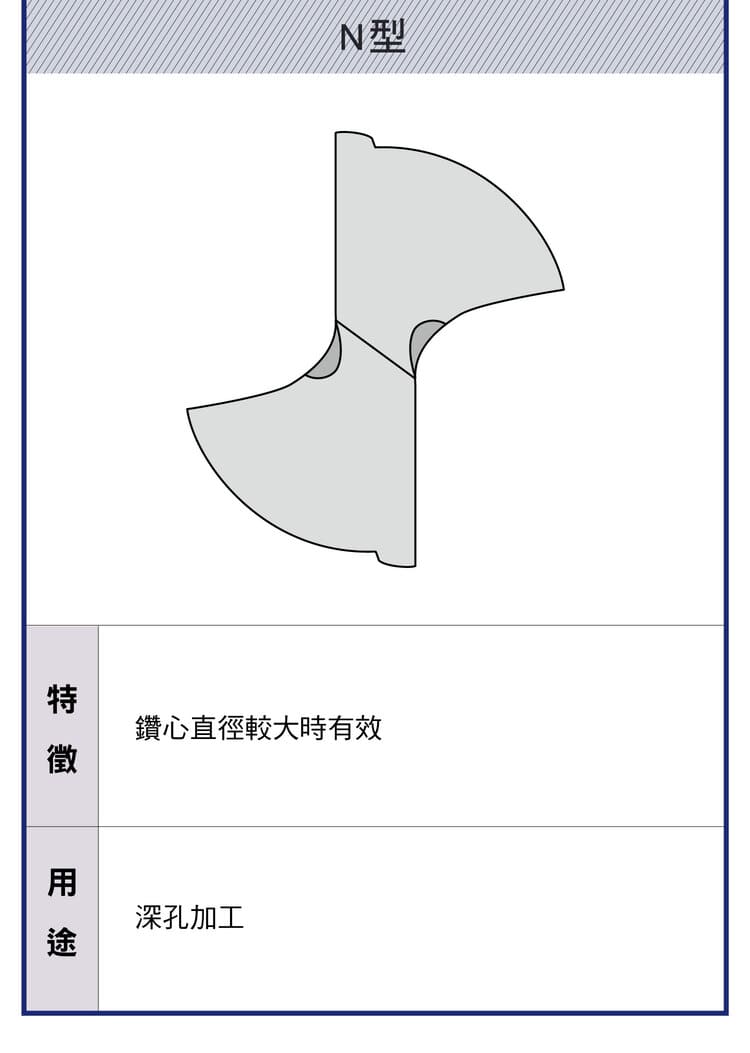
| N 型 | 適合大鑽心設計 | 深孔加工 |
加工選擇建議與工程重點
| 選擇依據 | 建議 |
|---|---|
| 軟材料 | 小頂角 + 大螺旋角 |
| 硬材料 | 大頂角 + 小螺旋角 |
| 高精度 | 三面型 / 螺旋面型 |
| 高效率 | X 型 / XR 型 |
工程上需綜合刀具幾何、切削條件與材料特性,才能同時提升孔精度、改善排屑並延長刀具壽命。切削速度與進給可參考鑽頭切削參數設定指南;各部位名稱見鑽頭各部位名稱解析。
Q:三面型鑽頭為什麼孔精度比較高?
A:三面型刃口幾乎無橫刃,定心性佳、切入時偏移小,因此孔徑精度與真圓度較高,適合高精度鑽孔。
Q:X 型和 XR 型橫刃修磨差在哪?
A:X 型著重降低軸向力、提高切入性,適合一般加工與深孔;XR 型刀刃強度更高、壽命更長,適合不鏽鋼等加工硬化材料。
Q:軟材料和硬材料的鑽頭形狀怎麼選?
A:軟材料用小頂角 + 大螺旋角(排屑佳、阻力小);硬材料用大頂角 + 小螺旋角(刃口強度高、耐衝擊)。
Q:圓弧切削刃適合什麼材料?
A:圓弧切削刃可降低切削負荷、改善表面粗糙度,適合鑄鐵、鋼材與輕合金等廣泛材料。
標籤
分享









