平頭鑽vs鑽頭vs立銑刀差異解析:加工穩定性與應用選擇|CNC57
平頭鑽、傳統鑽頭(麻花鑽)與立銑刀在加工特性上有明顯差異,特別是在傾斜面加工、切削穩定性與排屑能力方面。傳統鑽頭因無外周切削刃,在傾斜面加工時容易滑動與產生毛邊;立銑刀具備外周切削刃,適合側向加工,但在孔加工中穩定性較差;平頭鑽則結合兩者優點,具備穩定切入能力與良好加工品質,是複雜孔加工的理想選擇。
三種刀具的基本差異
三者最根本的差別在於切削刃的配置與刀尖結構。
| 刀具 | 結構特徵 |
|---|---|
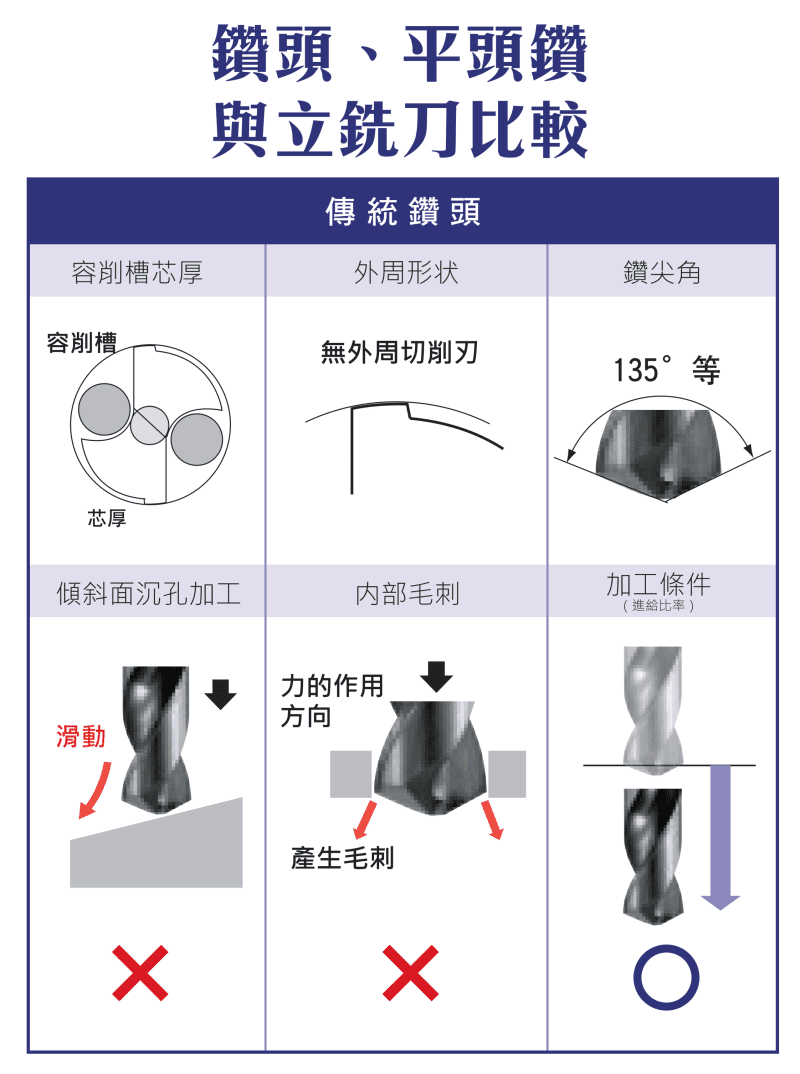
| 傳統鑽頭(麻花鑽) | 無外周切削刃,以鑽尖軸向切削 |
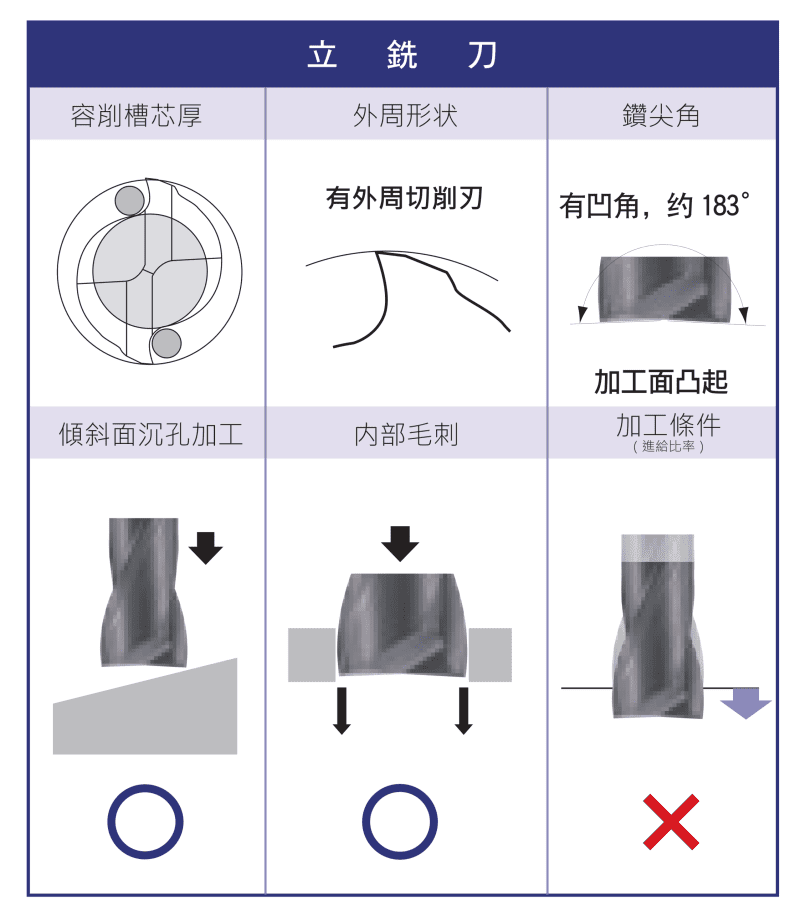
| 立銑刀 | 具外周切削刃,適合側向(橫向)切削 |
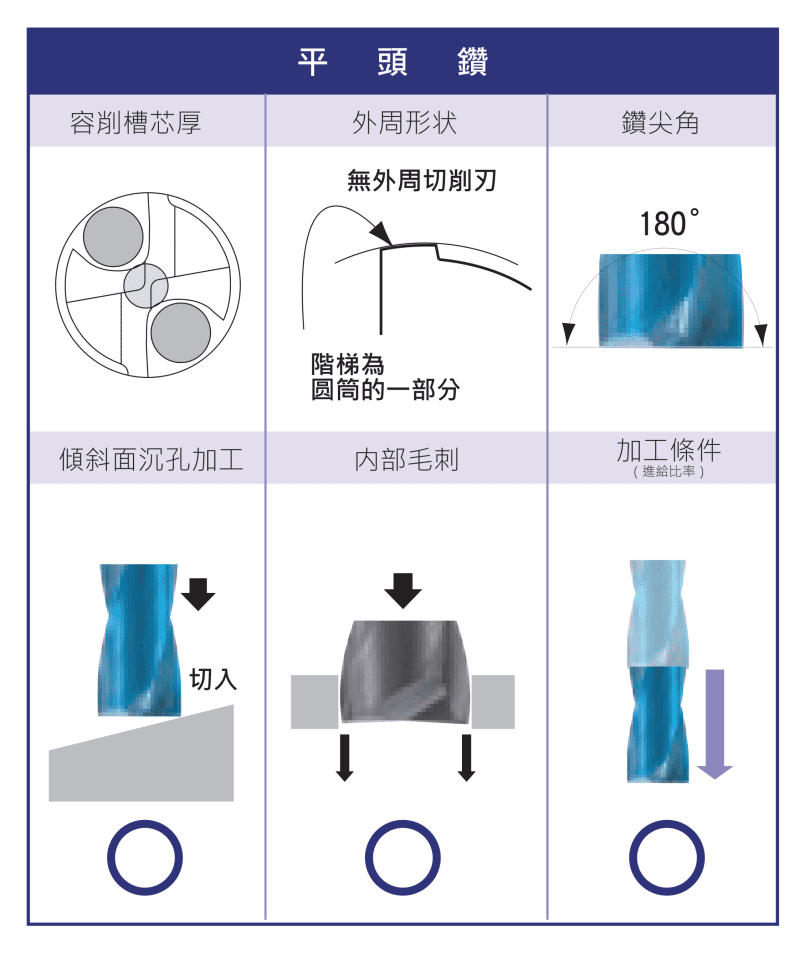
| 平頭鑽 | 特殊階梯結構,結合鑽頭與立銑刀優點 |
傾斜面加工能力與切削力方向
傾斜面切入與切削力方向,是三者差異最明顯之處。
| 刀具 | 傾斜面加工 | 切削力方向 |
|---|---|---|
| 傳統鑽頭 | 容易滑動、切削不穩 | 以軸向為主,傾斜面會產生側向分力 |
| 立銑刀 | 可加工,但受側向力影響 | 主要為橫向切削 |
| 平頭鑽 | 切入穩定、不易滑動,適合斜面加工 | 切削力穩定、減少偏移 |
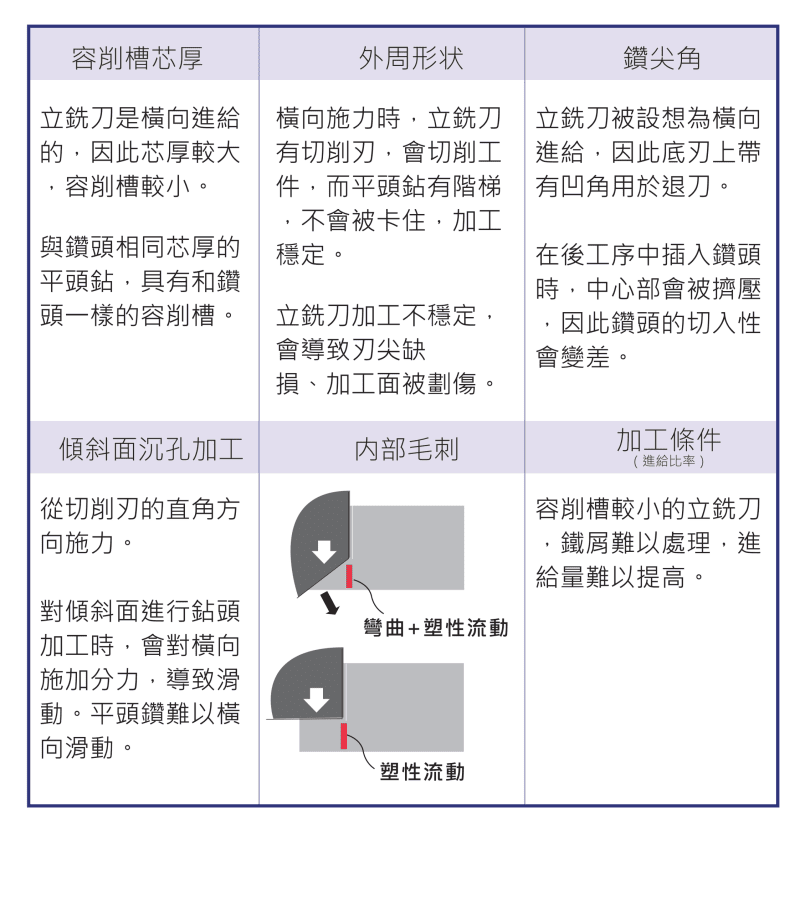
毛邊、排屑與加工穩定性
| 刀具 | 毛邊與品質 | 排屑/容屑 | 加工穩定性 |
|---|---|---|---|
| 傳統鑽頭 | 易產生內部毛邊 | 排屑能力佳 | 穩定,但受加工條件限制 |
| 立銑刀 | 表面穩定,但孔品質較差 | 芯厚大、容屑槽小,排屑較差 | 易振動、易崩刃 |
| 平頭鑽 | 毛邊少、加工品質佳 | 類似鑽頭,排屑良好 | 最穩定,適合複雜加工 |
加工應用選擇建議
| 加工需求 | 建議刀具 |
|---|---|
| 一般孔加工 | 傳統鑽頭(麻花鑽) |
| 側銑加工 | 立銑刀 |
| 斜面孔 / 高精度孔 | 平頭鑽 |
平頭鑽的詳細應用可參考平頭鑽加工指南;鑽頭的幾何設計見鑽頭形狀與功能解析;立銑刀外型選擇見銑刀外型加工選擇指南。切削參數設定可參考鑽頭切削參數設定指南。
※ 上述為一般加工趨勢,實際效果仍取決於工件材料、機台剛性、夾持與切削條件。
Q:斜面或曲面上鑽孔,該用哪種刀具?
A:建議用平頭鑽。傳統鑽頭在傾斜面容易滑動、切削不穩,平頭鑽切入穩定、不易滑動,適合斜面孔與高精度孔。
Q:立銑刀可以拿來鑽孔嗎?
A:可以做淺孔或螺旋下刀,但立銑刀芯厚大、容屑槽小、排屑較差,直接軸向鑽孔穩定性差、孔品質不佳,一般孔加工仍建議用鑽頭。
Q:平頭鑽和傳統鑽頭差在哪?
A:傳統鑽頭鑽尖為錐形,斜面易滑動、孔底為錐形;平頭鑽為特殊階梯結構,可鑽平底孔、斜面切入穩定、毛邊少,加工品質與穩定性更佳。
Q:一般直孔加工要選哪種最划算?
A:一般直孔以傳統鑽頭最合適,排屑佳、效率高、成本低;有斜面、平底或高精度需求時再升級平頭鑽。
標籤
分享









