管用絲攻種類比較:PT、PF、G、Rc 螺紋與精度對照|CNC57
本文整理管用絲攻類別與對應螺紋標準,包含平行管螺紋(G/PF)、斜行管螺紋(PT/R/Rc)及內外螺紋配合關係,並說明 JIS 與 ISO 差異、牙數(TPI)換算與螺紋精度公差。透過系統化對照,可快速選擇合適的管用絲攻與規格,廣泛應用於流體密封、氣壓與液壓系統,是 CNC 加工與管件設計的重要依據。
一、管用螺紋兩大類
| 類別 | 代號 | 特性 |
|---|---|---|
| 斜行(錐度)管螺紋 | PT、Rc(內)、R(外) | 錐度設計、靠牙面干涉密封,常見於氣體與液體管路 |
| 平行管螺紋 | G(ISO)、PF(JIS)、Rp(內) | 無錐度、機械接合,需搭配墊片或密封件 |
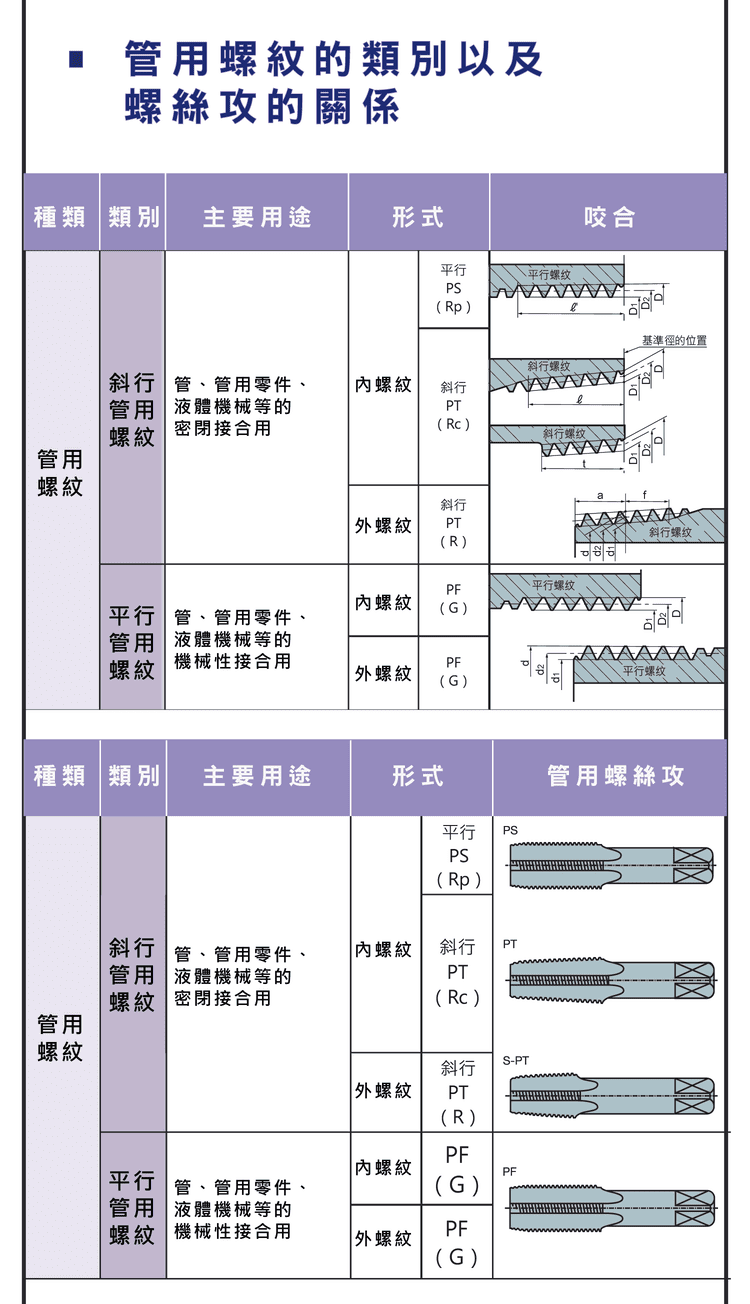
二、螺紋與絲攻對應關係
| 螺紋 | 對應 |
|---|---|
| 斜行(錐) | Rc → 內螺紋絲攻;R → 外螺紋;PT → JIS 標準 |
| 平行 | Rp / G → 內螺紋;PF → 平行螺紋 |
用途:管接頭、閥件、油壓系統等。
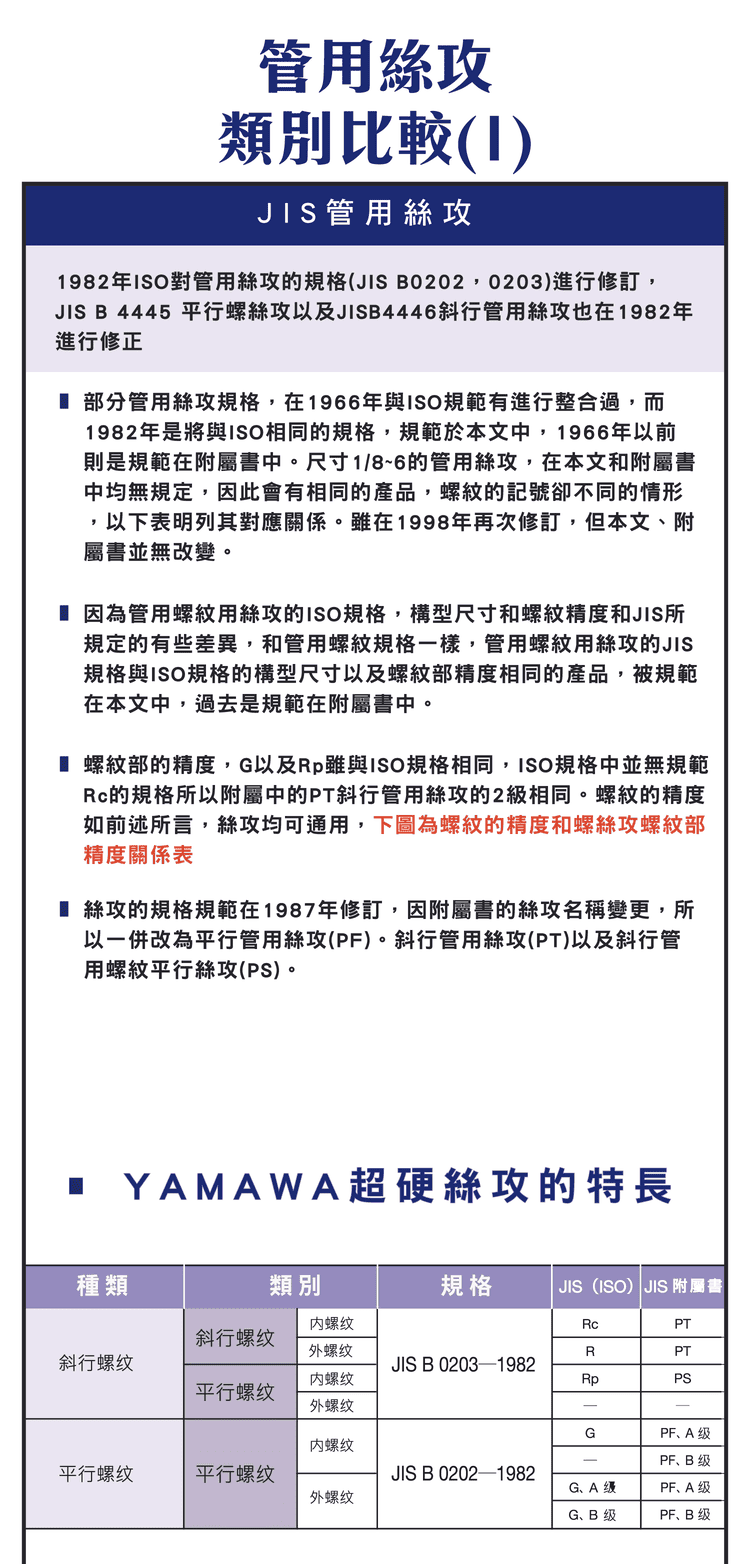
三、JIS 與 ISO 規範差異
| 項目 | 說明 |
|---|---|
| JIS 標準 | B0202(平行管)、B0203(斜管) |
| ISO 對應 | G 與 Rp 規格一致;Rc 與 PT 有對應關係 |
| 差異 | JIS 與 ISO 在尺寸與精度上略有不同,部分規格在不同年代整合 |
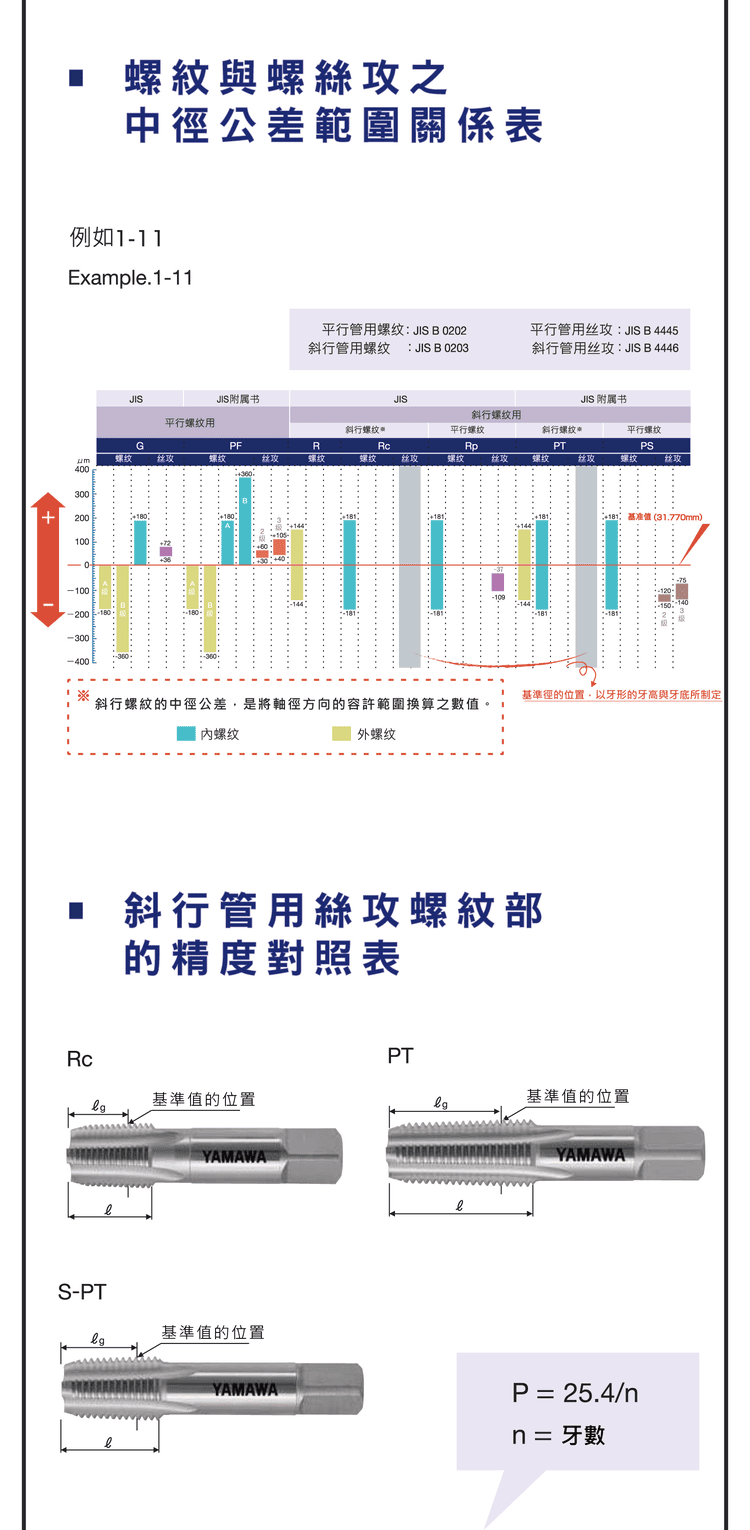
四、牙距與換算
P = 25.4 ÷ n(n 為每英吋牙數 TPI)
管螺紋以每英吋牙數表示,用上式換算成公制牙距(mm),供英制與公制對照與加工設定。
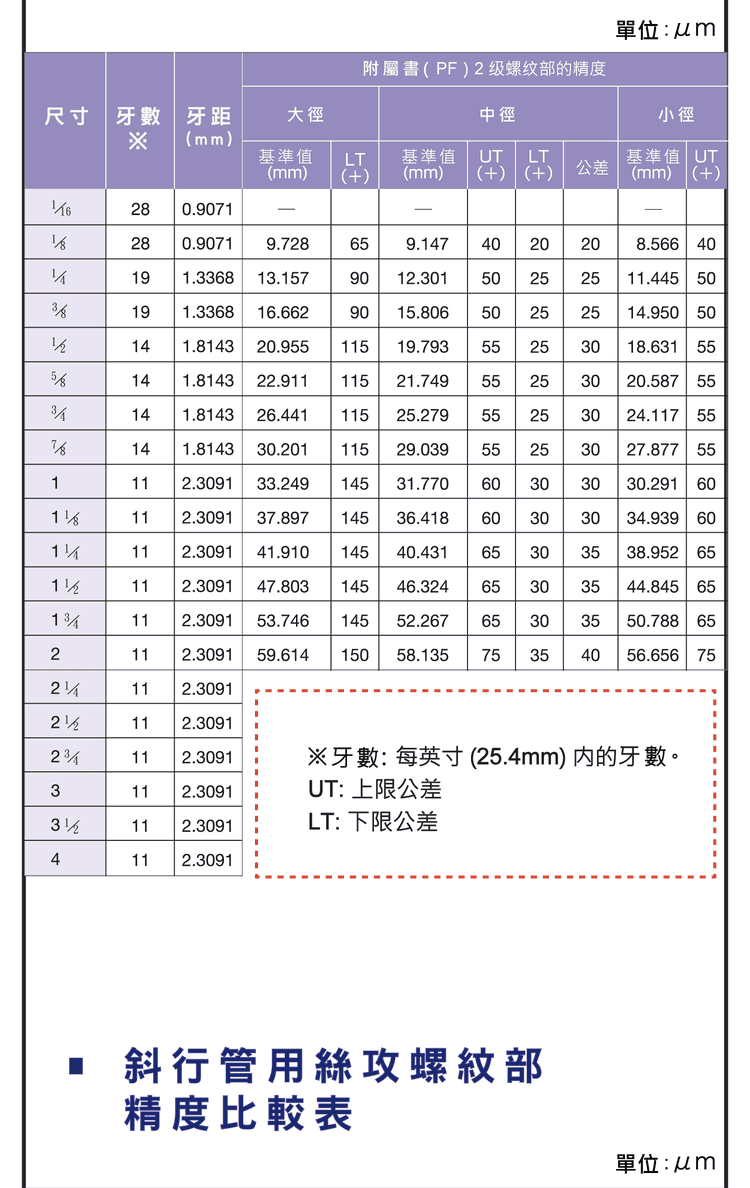
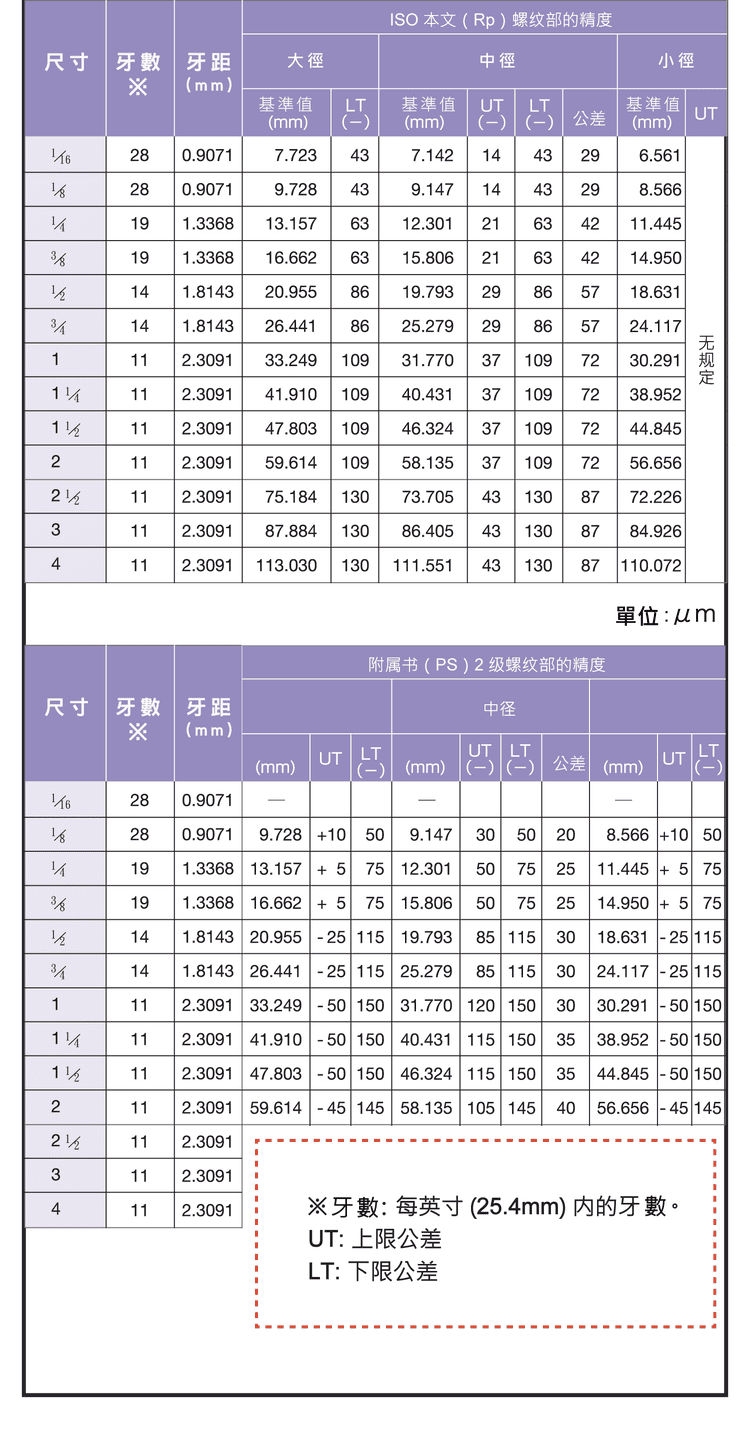
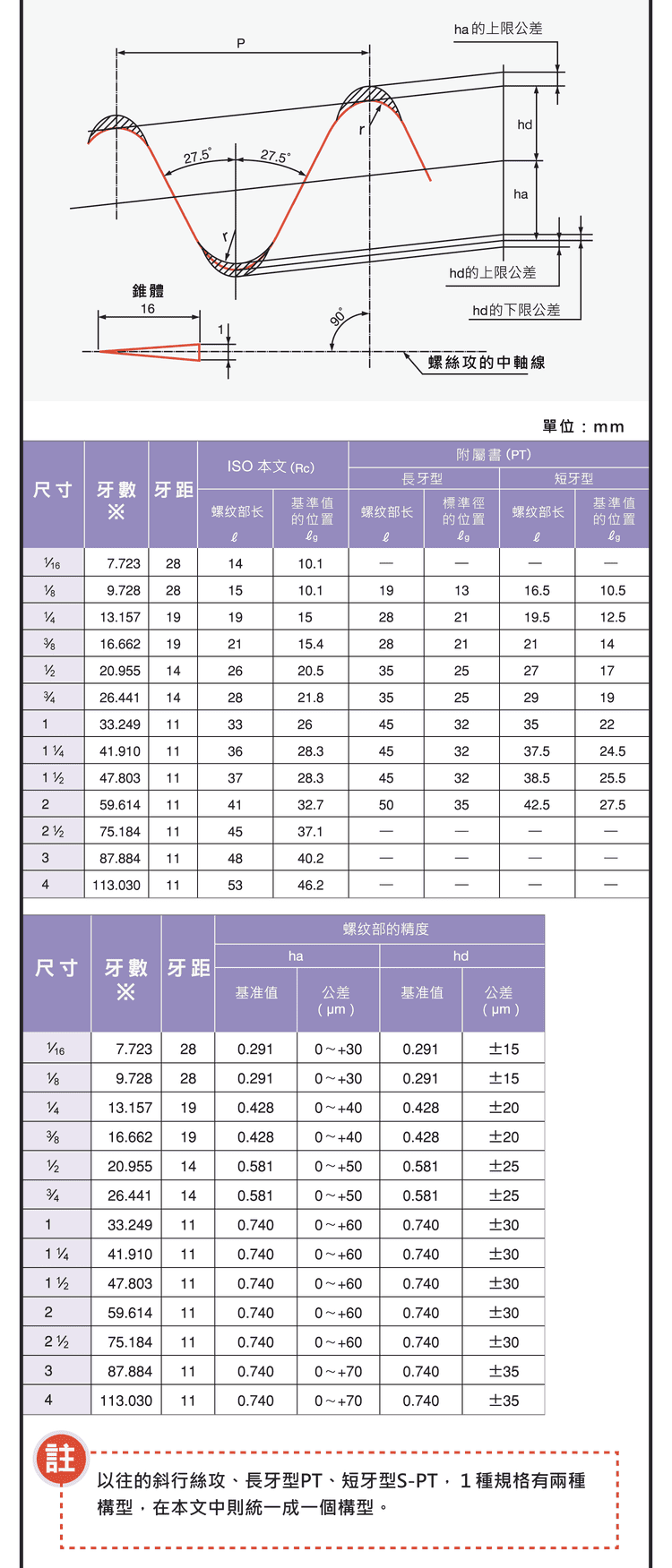
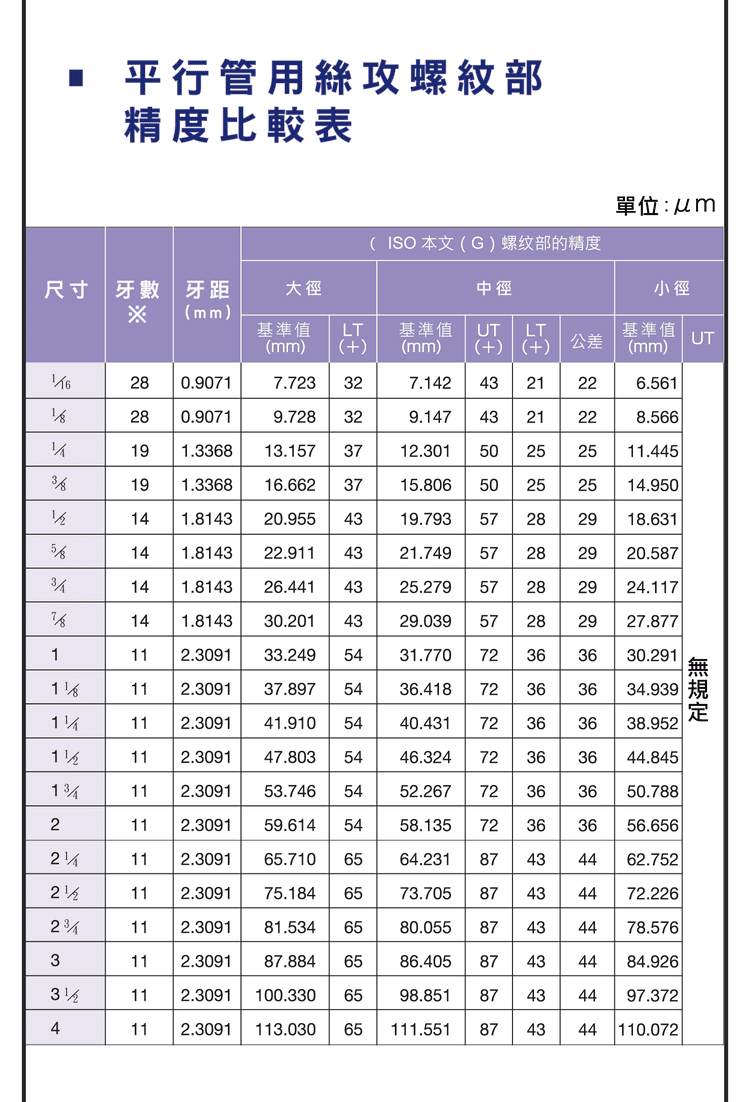
五、螺紋精度與公差
管螺紋精度影響密封效果、加工精度與組裝配合,主要公差控制在大徑、中徑與小徑。斜行(錐)螺紋以錐度與攻牙深度控制密封,平行螺紋靠墊片密封。詳細公差數值見美制管螺紋精度解析。
精度細節見〈管用絲攻螺紋精度解析〉;問題對策見〈管用絲攻問題對策〉;代號見〈螺紋記號表〉;底孔見〈螺紋底孔徑表(其他規格)〉。
常見問題 FAQ
Q:PT、Rc、G、PF 怎麼分?
PT/Rc 是斜行(錐度)管螺紋,靠牙面干涉密封;R 是對應的錐度外螺紋。G(ISO)/PF(JIS)/Rp 是平行管螺紋,無錐度、需搭配墊片密封。依是否要自密封選錐或平行。
Q:錐度管螺紋和平行管螺紋能互換嗎?
不建議。錐度(PT/Rc/R)靠牙面過盈密封,平行(G/PF/Rp)靠墊片密封,兩者牙型與密封方式不同。混用會漏或無法鎖緊,選用時要內外、錐/平行成對搭配。
Q:JIS 的 PT/PF 和 ISO 的 Rc/G 一樣嗎?
概念對應但非完全相同:ISO 的 G 與 Rp、Rc 與 JIS 的 PT 有對應關係,但尺寸與精度細節略有差異。跨規範採購時要註明標準(JIS B0202/B0203 或 ISO)。
Q:管螺紋牙距怎麼算?
用 P = 25.4 ÷ n(n 為每英吋牙數 TPI)。管螺紋以 TPI 標示,換算成公制牙距後便於對照與設定加工參數。
標籤
分享









