立銑刀故障原因與對策大全
立銑刀加工中常見問題包含刀具磨耗、崩刃、振動、表面粗糙與切屑堵塞等,主要與刀具材質、切削條件、刀具幾何與工具機剛性有關。透過系統性調整切削速度、進給量、刃數與冷卻方式,並改善夾持與刀具選型,可有效延長刀具壽命、提升加工穩定性與表面品質,是 CNC 銑削加工不可忽視的核心最佳化策略。本文以「現象→原因→對策」速查方式,彙整各類常見故障與解決方向。
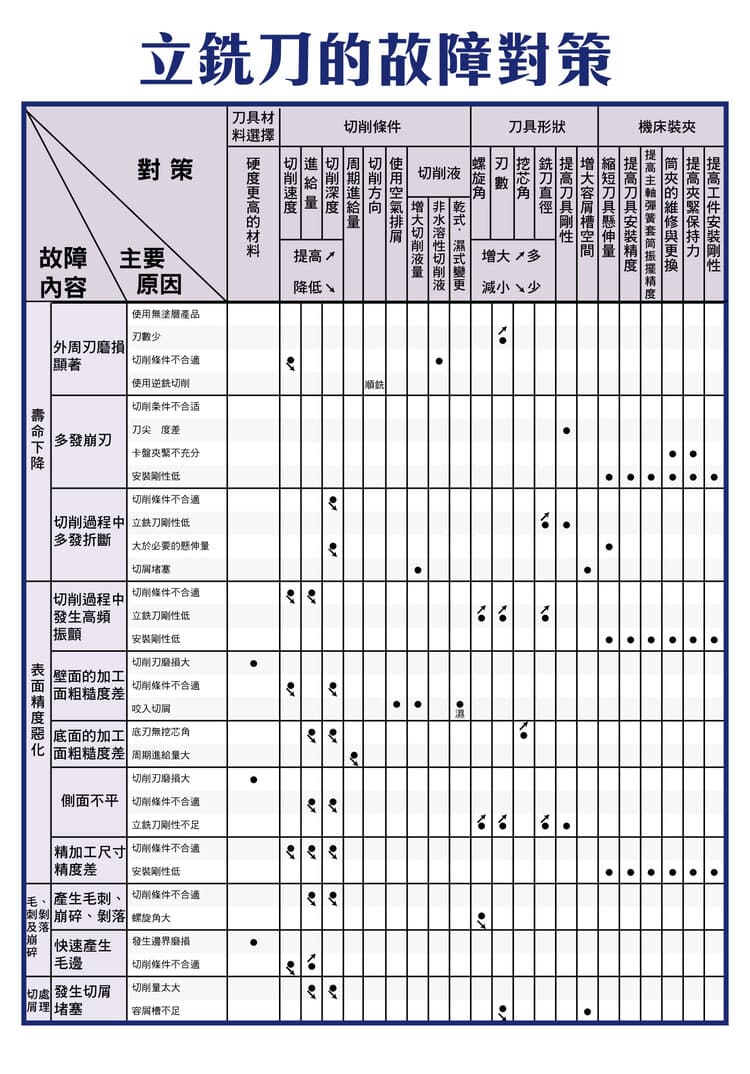
下圖為原廠「立銑刀故障對策」完整對照矩陣;以下並以「現象→原因→對策」速查表逐項整理,方便快速查找。
立銑刀故障分類與核心影響因素
立銑刀故障可概分為六大類:壽命下降、振動與穩定性、表面精度、尺寸精度、毛邊與崩碎、切屑處理。其背後的核心影響因素主要有四項,整理如下表:
| 核心影響因素 | 內容 |
|---|---|
| 刀具材料 | 鎢鋼/高速鋼、塗層與否 |
| 切削條件 | 切削速度 vc、每刃進給 fz、軸向 ap 與徑向 ae 切深 |
| 刀具幾何 | 刃數、螺旋角、刃口與底刃設計 |
| 工具機剛性 | 主軸、夾持、刀具伸出長度 |
壽命下降問題
| 現象 | 主要原因 | 對策 |
|---|---|---|
| 外周刃磨耗嚴重 | 切削速度過高;無塗層或刀具材質不適;切削條件不穩 | 降低切削速度;改用高硬度或塗層刀具;最佳化冷卻條件 |
| 多發崩刃 | 刀尖強度不足;夾持剛性低;切削負荷過大 | 提高刀具剛性;減少每刃進給;強化夾持穩定性 |
| 加工中斷裂 | 瞬間負荷過大;切屑堵塞 | 改善排屑;降低切削深度 |
關於各類磨耗的形成機制與再研磨時機,詳見〈銑刀磨耗因素解析〉。
振動與加工穩定問題
| 現象 | 主要原因 | 對策 |
|---|---|---|
| 高頻振動 | 刀具伸出過長;主軸或夾持不穩 | 縮短刀具伸出長度;提升工具機剛性 |
| 顫振(Chatter) | 切削參數不匹配 | 調整轉速與進給;改變刀具刃數 |
刀具伸出越長、剛性越低,振動與彎曲越明顯,延伸閱讀〈銑刀刀長與彎曲關係解析〉。
表面精度問題
| 現象 | 主要原因 | 對策 |
|---|---|---|
| 側面粗糙度差 | 刀具磨耗;切削條件不佳 | 更換刀具;降低每刃進給 |
| 底面粗糙度差 | 刀具無底刃角;進給量過大 | 選用適合刀具;降低每刃進給量 |
| 側面不平整 | 刀具剛性不足;振動 | 提高刀具直徑;降低切削負荷 |
尺寸精度問題
| 現象 | 主要原因 | 對策 |
|---|---|---|
| 精加工尺寸偏差 | 刀具偏擺(跳動);安裝不良 | 校正刀具、降低跳動;提高夾持精度 |
毛邊與崩碎問題
| 現象 | 主要原因 | 對策 |
|---|---|---|
| 產生毛邊 | 切削條件不適;刀具鈍化 | 提升刀具鋒利度(重磨或換刀);最佳化切削參數 |
| 崩碎與剝落 | 切削負荷不均;刀具強度不足 | 降低切削深度;選擇高韌性刀具 |
切屑處理問題
| 現象 | 主要原因 | 對策 |
|---|---|---|
| 切屑堵塞 | 排屑空間不足;切削量過大 | 使用大容屑槽(少刃)刀具;增加冷卻液流量;降低切深 |
加工最佳化策略
| 策略面向 | 重點作法 |
|---|---|
| 刀具選擇 | 依加工選高硬度(耐磨)或高韌性(抗崩)材料,並配置適當刃數 |
| 切削條件 | 系統性控制 vc(切削速度)、fz(每刃進給)、ap(軸向切深)、ae(徑向切深) |
| 工具機條件 | 提升剛性、減少振動與刀具伸出長度 |
| 冷卻策略 | 依材料搭配乾式與濕式切削 |
系統化的現象判讀與排錯流程,可參考〈銑刀加工異常排除指南〉。
工程應用重點
關鍵最佳化方向在於:刀具壽命最大化、表面品質提升與加工穩定性。落實後可帶來實際效益——降低刀具成本、提升加工效率、減少不良率。
Q:立銑刀外周刃磨耗太快怎麼辦?
A:通常是切削速度過高、無塗層或刀具材質不適、切削條件不穩;對策為降低切削速度、改用高硬度或塗層刀具、最佳化冷卻條件。
Q:銑刀為什麼一直崩刃?
A:多因刀尖強度不足、夾持剛性低或切削負荷過大;可提高刀具剛性、減少每刃進給、強化夾持穩定性,必要時改用高韌性刀具。
Q:加工出現顫振(chatter)怎麼解決?
A:多為切削參數不匹配或刀具伸出過長;可調整轉速與進給、縮短刀具伸出長度、改變刃數,並提升夾持與工具機剛性。
Q:切屑堵塞如何改善?
A:多因排屑空間不足或切削量過大;可改用大容屑槽(少刃)刀具、增加冷卻液流量、降低切削深度,以利排屑。
刃口鈍化、磨耗了怎麼辦?
與其報廢重買,不如廠內自行重磨。銑刀研磨機可將鈍化、磨耗的立銑刀重新研磨至銳利,一支重磨多次、大幅降低刀具成本,是排除本文各類故障後恢復刀具的實用設備。









