刀片塗層對照表:鎢鋼刀片牌號與 ISO 分類|CNC57
刀片塗層對照表是 CNC 加工選刀的重要依據,透過 ISO 分類(P、M、K、N、S)與各品牌刀具牌號對應,可快速找到等效刀片。不同塗層與材料組合直接影響耐磨性、抗熱性與加工穩定性。本文整理主流品牌之鎢鋼塗層對照與應用邏輯,協助快速選擇最適合的刀片。ISO 被削材群的概念可參考ISO 被削材分類總論。

刀片塗層對照表是什麼
對照表用於不同品牌刀具替代、加工條件匹配與提升刀具壽命,主要依據三個面向。
| 用途 | 主要依據 |
|---|---|
| 不同品牌刀具替代 | ISO 材料分類(P / M / K / N / S) |
| 加工條件匹配 | 刀具材質(鎢鋼) |
| 提升刀具壽命 | 塗層類型(PVD / CVD) |

ISO 分類、應用與常見牌號
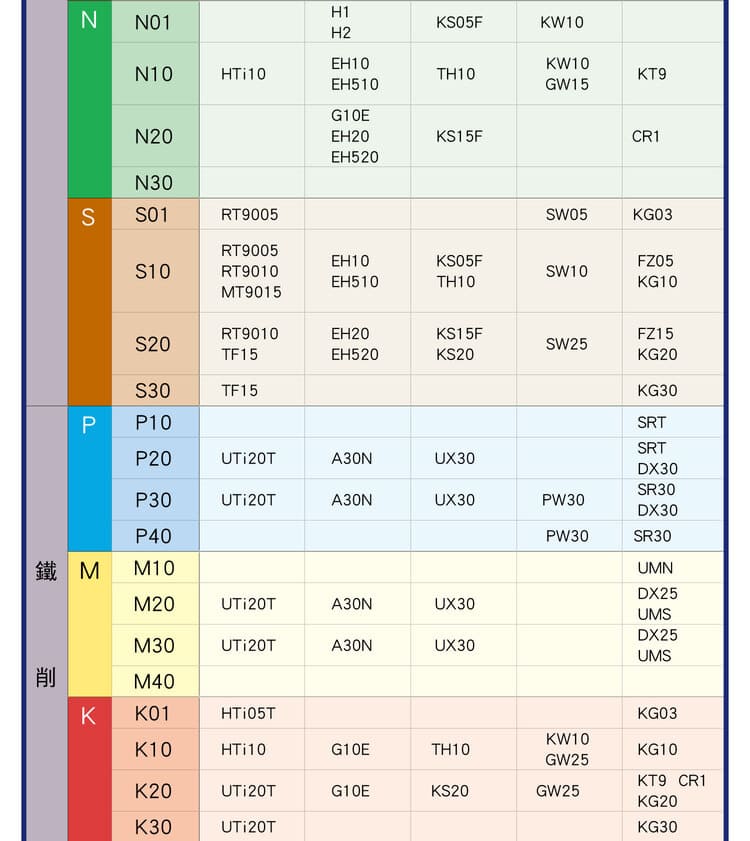
下表依 ISO 被削材分類整理適用材料、特性與常見刀片示例牌號,可在同一群內找等效替代。
| ISO 群 | 適用材料 | 特性 | 常見牌號(示例) |
|---|---|---|---|
| P | 碳鋼、合金鋼 | 穩定切削 | UTi20T、ST20E、UX30、PW30、DX30、SR30 |
| M | 不鏽鋼 | 高黏性 | EH520、UX30、DX25、UMS |
| K | 灰鑄鐵、球墨鑄鐵 | 高耐磨 | HTi05T、KS15F、GW25、KG20 |
| N | 鋁、銅 | 低硬度、高延展 | HTi10、KW10、CR1 |
| S | 鈦合金、高溫合金 | 高溫強度高 | RT9005、MT9015、SW10、FZ15 |
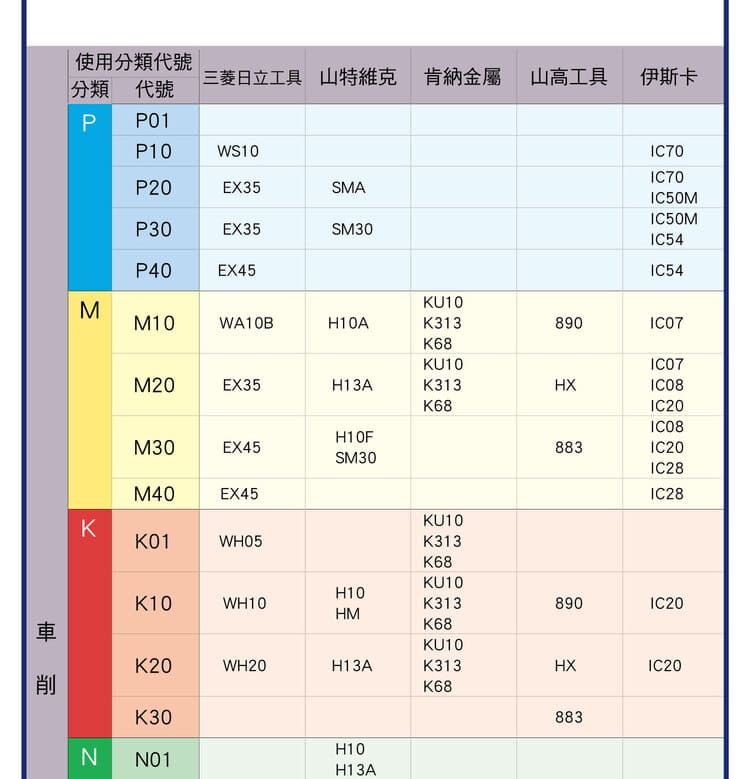
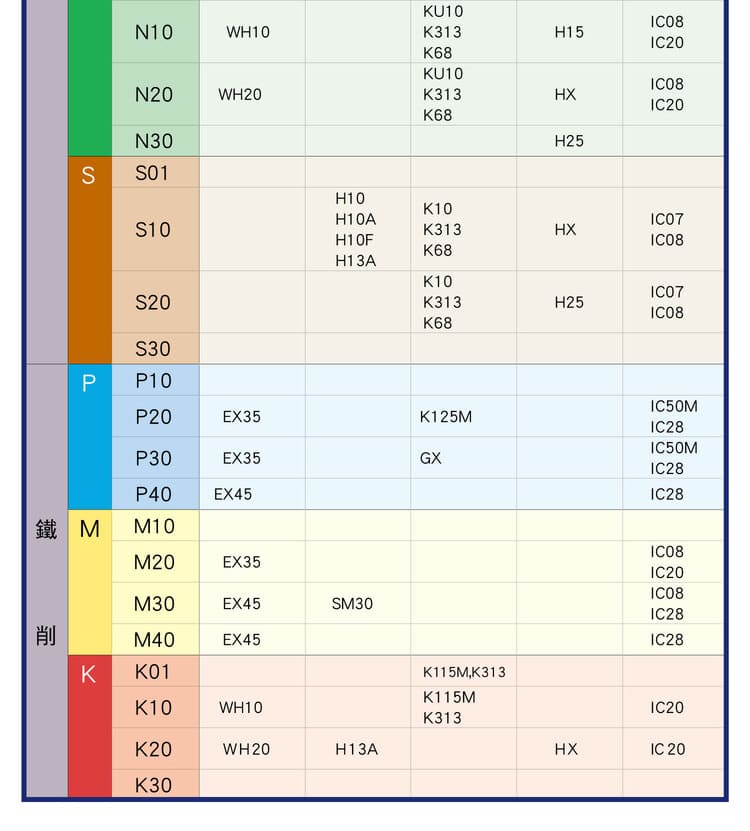
對照涵蓋的刀具品牌
對照表整合多家主要刀具品牌,透過同一 ISO 分類即可找到等效替代刀片。
| 品牌(中) | 品牌(英) |
|---|---|
| 三菱 | Mitsubishi |
| 住友 | Sumitomo |
| 京瓷 | Kyocera |
| 山特維克 | Sandvik |
| 肯納 | Kennametal |
| 伊斯卡 | ISCAR |
車削與銑削刀片的差異
| 類型 | 塗層主流 | 側重重點 |
|---|---|---|
| 車削刀片 | 多為 CVD | 耐磨與穩定性 |
| 銑削刀片 | 多為 PVD | 抗衝擊 |
CVD 與 PVD 塗層差異
| 塗層 | 厚度 | 特性 | 適合 |
|---|---|---|---|
| CVD | 厚塗層 | 高耐磨 | 粗加工 |
| PVD | 薄塗層 | 高韌性 | 精加工 |
各塗層的完整品牌牌號對照,另見CVD 刀片塗層對照表與PVD 刀片塗層對照表。
刀片選型實務建議
| 加工情境 | 建議 |
|---|---|
| 高速加工 | 選用 PVD 塗層,提升抗熱裂 |
| 重切削 | 選用 CVD 塗層,提升耐磨性 |
| 精加工 | 選用金屬陶瓷或 PVD |
| 高硬度材料 | 選用 CBN 或專用塗層 |
CNC 選刀流程可分三步:Step 1 材料分類(鋼→P、不鏽鋼→M、鑄鐵→K);Step 2 判斷加工條件(粗加工→高耐磨、精加工→高韌性);Step 3 選擇塗層(高溫→CVD、精度→PVD)。實際切削參數請依機台與材料硬度調整,可參考立銑刀切削條件計算指南。
※ 表中牌號為原文整理之常見示例,僅供同 ISO 群替代參考;實際等效對應與適用範圍請以各品牌原廠型錄為準。
Q:刀片塗層對照表怎麼用?
A:先依工件材料判斷 ISO 群(鋼 P、不鏽鋼 M、鑄鐵 K、有色金屬 N、耐熱合金 S),再在同一群內對照各品牌牌號,即可找到等效替代刀片。實際以原廠型錄為準。
Q:CVD 和 PVD 塗層怎麼選?
A:CVD 塗層厚、耐磨,適合車削與重切削、連續切削;PVD 塗層薄、韌性高、抗崩刃,適合銑削與精加工、間歇切削。高溫連續切削選 CVD,要求精度與抗衝擊選 PVD。
Q:車削和銑削的刀片塗層一樣嗎?
A:通常不同。車削多用 CVD(側重耐磨與穩定),銑削多用 PVD(側重抗衝擊),因為銑削屬間歇切削、衝擊較大。
Q:高硬度材料加工要用什麼刀片?
A:淬火鋼等高硬度材料建議用 CBN 或專用塗層刀片;一般鋼料用鎢鋼,高速加工用塗層刀片即可。









